钻石会员
钻石会员
 已认证
已认证
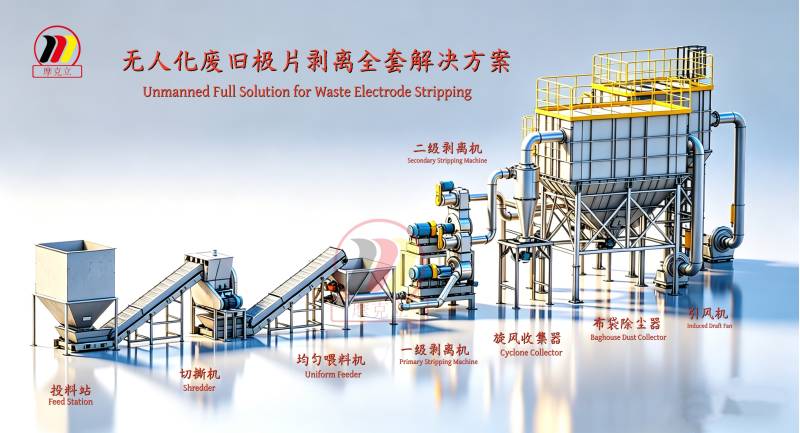
在 新能源退役锂电池回收产业高速迭代的当下,极片干式剥离作为负极片资源化利用的核心工序,正告别传统 “人工值守、粉尘弥漫、效率受限” 的旧模式。新一代极片干式剥离机以无人化运行、无尘化生产、智能化管控三大核心突破,重构锂电负极片回收生产标准,为年处理万吨级负极片项目注入绿色智能新动能。 一、无人化革新:全流程自动运转,告别人工依赖 传统极片剥离生产线需人工上料、值守调控、清理维护,不仅劳动强度大、人工成本高,更存在物料接触、设备操作的安全隐患,难以适配规模化、连续化生产需求。
新一代干式剥离机实现从原料投放到成品出料的全链路无人化作业:搭配自动上料模块、智能输送系统与闭环管控体系,无需人工干预即可完成极片输送、精准剥离、物料分选、残渣清理全流程。依托 PLC 智能控制系统与 AI 视觉监测模块,设备可自动识别极片规格、实时监测运行状态,动态匹配剥离转速与进料速度,彻底解决人工操作导致的效率波动、产品一致性差等问题。 对于年处理 2 万吨锂电池负极片项目而言,无人化升级可减少 50% 以上人工成本,规避人工操作安全风险,实现 24 小时连续稳定运行,产能较传统人工线提升 2 倍,真正达成 “减人、增效、稳产” 的核心目标。
二、无尘化突破:全封闭负压设计,筑牢绿色生产防线 锂电负极片剥离过程中易产生石墨微粉、金属碎屑等粉尘,不仅污染车间环境、危害操作人员健康,还会造成物料损耗与二次污染,是行业长期以来的环保痛点。 此次升级的干式剥离机采用全封闭腔体 + 负压密封输送 + 高效脉冲除尘三重无尘防护设计:设备腔体整体密封,搭配迷宫密封与气封结构,粉尘泄漏量减少 90% 以上;全程负压输送杜绝粉尘外逸,车间粉尘浓度稳定控制在0.5mg/m³ 以下,远低于国家环保标准限值,实现 “车间无尘化、生产零污染”。同时,脉冲除尘系统精准收集细微粉体,可直接回收高价值石墨粉,既避免物料浪费,又助力企业满足绿色工厂环评要求,践行 “双碳” 发展理念。
三、智能化升级:精准管控提质效,适配规模化项目需求 面向锂电回收产业规模化、高端化发展趋势,新一代极片干式剥离机以智能技术赋能全工序,实现效率、品质、能耗的全方位优化。 • 智能参数自适配:搭载变频调控系统与多传感器联动,可根据负极片厚度、湿度、材质(天然石墨 / 人造石墨)自动调整剥离辊转速、间隙与输送速度,脱粉率稳定达99% 以上,铜箔、石墨回收率显著提升。 • 远程运维实时可控:支持远程监控、故障预警与在线调试,管理人员可通过终端实时查看设备温度、振动、电流等核心参数,提前预判设备故障,维护周期延长至 6 个月,大幅降低停机损失。 • 模块化柔性适配:采用模块化设计,可与销棒磨、气流分级机、磁选机等设备无缝对接,灵活适配年处理 2 万吨负极片生产线布局,占地面积较同类设备缩减 35%,适配不同规模项目建设需求。
四、价值赋能:适配万吨级项目,引领行业升级新趋势 从传统人工剥离到无人化无尘智能生产,极片干式剥离机的技术突破,精准匹配年处理 2 万吨锂电池负极片项目的规模化、绿色化、智能化需求。 在经济效益上,无人化降低人工成本,智能化提升产能与回收率,无尘化减少物料损耗,助力项目快速实现投资回报;在环保效益上,全封闭无尘设计彻底解决粉尘污染问题,零废水排放契合循环经济发展要求;在行业价值上,推动锂电负极片回收从 “粗放式” 向 “精细化、智能化、绿色化” 转型,为新能源固废资源化利用提供标杆方案。 未来,随着锂电回收产业持续发展,极片干式剥离技术将进一步向AI 深度赋能、柔性化生产、超低能耗方向迭代,助力更多万吨级负极片项目实现高效、绿色、智能生产,为新能源产业闭环发展注入持久动力。