 高级会员
高级会员
 已认证
已认证
如何评定纺织品的“白度”
白色是人们生活中喜爱并常见的一种颜色,白色又常是衡量工农业产品质量好坏的一种标志。因此在建材、轻工、纺织、造纸等工业部门,白色程度的评价是广泛遇到的问题。纺织(洗涤)行业评价白度的传统方法是目测法,但目测方法受人的生理、心理、观测光源、观测环境等诸方面的因素影响,很难得到一个统一的评定结果。因此,需要科学依据。
在洗涤行业,我们时常看到一些洗涤企业说我的白度值是120,我的是90,而我的只有80多;还有的洗衣厂质疑清洁剂供应商,为什么人家洗出来的白度是120多,而我们的只有80多;您是不是经常听到这样的案例!
白度数值越高是否就意味着纺织品的白度越高,是否白度值90就一定高于80?带着一系列的问题,《中外洗衣》杂志编辑部与嘉思特(北京)检测中心、艺康(中国)等共同走进检测室,为您带来答案。
白度
白度是表示物质表面白色的程度,以白色含有量的百分率表示。测定物质的白度通常以氧化镁为标准白度100%,并定它为标准反射率100%,以蓝光照射氧化镁标准板表面的反射率百分率来表示试样的蓝光白度;用红、绿、蓝三种滤色片或三种光源测出三个数值,平均值为三色光白度。反射率越高,白度越高,反之亦然。
20世纪后半叶来,各种先后提出和使用的白度公式已达上百种,但到目前为止,仍没有一个完全使人满意的通用白度公式。

测定白度的仪器有多种,目前国内外生产白度仪器和测色仪器的厂家已经很多,很多企业和计量检定部门也都配置了相应的测量仪器,主要是光电白度仪为主,但标准则不完全相同。针对纺织品及洗涤行业,国家标准并没有一个明确的白度衡量指标和公式。
国际照明委员会(CIE)一直在力图解决白度的定量评价一致性问题,即用数值表示白色程度的方法,还成立了白度委员会,将白度定义为物体颜色与一个标准白度接近的程度,并于1983年正式推荐了CIE1982白度公式。
大浪淘沙,经过大量实践检验,逐渐淘汰了一批误差较大的白度公式,规范出六、七个比较通用准确的白度公式,基本上可以满足多个行业的实际需要。主要有:
1、甘茨(CIE1982)白度
采用CIE白度公式,色度学家甘茨提出了测量白度时需要加入加权因子,因此称为甘茨白度,也作“CIE白度”。
2、蓝光(ISO)白度
采用单波段白度公式,也就是用一个光谱区的反射比来表示白度。测定短波段区蓝光漫反射因数(R457),又称为"ISO白度/亮度"。
3、亨特(Hunter)白度
采用色差概念有关的白度公式,利用亨特Lab颜色空间,因此叫亨特白度。
4、坦伯(TAPPI)白度
5、陶贝(Taube)白度
6、sy(stensby)白度
考虑到每个测试方法和公式都是很长的字母数字的计算,并且现在的仪器都能直接计算出最终结果,因此小编在此不对具体公式进行罗列和说明,主要对常用的几种公式进行说明。
白度测试
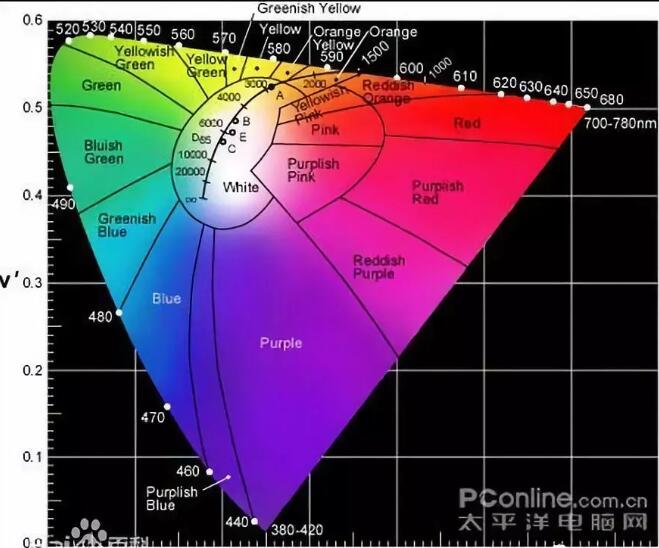
在GB/T 17749-2008《白度的表示方法》中,白度表征物体色的白的程度,用符号W或W10表示。白度值越大,则白的程度越大,完全反射漫射体的白度是100。淡色调指数表征物体色中淡色调的程度,用符号Tw或Tw10表示。淡色调指数为正时,其值越大偏绿的程度越大,反之,淡色调指数为负时,数值越小偏红程度越大。
GB/T8424.2-2001 《纺织品 色牢度测试 相对白度仪器评定方法》规定了一个定量评定包括荧光材料在内的纺织品白度及淡色调指数的测定方法。
试样
1)测试前试样需进行调湿数小时,使试样含湿量达到一个平衡;
2)试样的尺寸取决于使用的测色仪的孔径和纺织材料的半透明程度,对半透明的试样,应多层折叠,折叠后不透光为宜。
测试程序
1)测试前,先检查试样是否含有荧光增白剂(暗室紫外灯下观察);
2)若试样含有荧光增白剂,应采用复色光的仪器,或在320nm-700nm的全光谱范围内光谱功率分布接近于CIE D65照明体的测量仪器测量样品。
3)若试样不含荧光增白剂,则采用复色光或单色光仪器均可。
4)白度值,现在的白度仪器可直接给出白度值,且有些仪器能够同时给出多个白度公式的白度值。
5)采用45/0或0/45几何条件的仪器进行测试时,需考虑试样在测定方向的选择性,如有方向性,测试时以4的倍数进行测定(每次测定后旋转90°取平均值)。
按照测试方法,我们通过三台仪器进行了常规测试,即同一织物(此次测试共选取四种:摩擦布、毛巾、床单、涤纶)用三台白度仪进行相应检测,每样织物在同一仪器上测试四次,取平均值为最终结果。
当然,被测试样的表面清洁度、湿度、纺织材料的透光性及是否含有荧光均会影响测量结果。为了力求准确,对仪器及被测试样从适用性角度进行试验,正式测试前进行了大量的准备工作及前期测试。
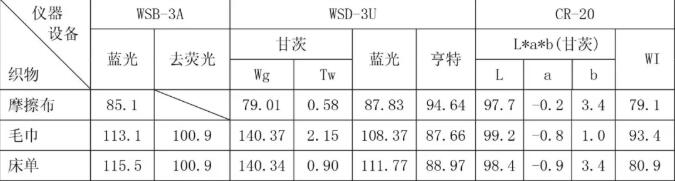
具体结果如下:
备注说明:
1、检测时间:2019年3月4日;
2、地点环境:嘉思特(北京)检测中心;
环境温度:17.8℃;环境湿度:40%;
3、检测仪器说明:
1)WSB-3A为温州方圆仪表有限公司制造,测量结果为R457白度(ISO白度/蓝光白度);
2)WSD-3U为北京北光世纪仪器有限公司,白度测量结果能同时给出甘茨白度、蓝光白度、亨特白度、建材白度、陶瓷白度 5个数值;

3)CR-20为柯尼卡美能达便携式测试仪,白度测量能同时给出8个不同色空间的测量结果:L*a*b*、L*C*h、Yxy、XYZ、Munsell、WI (CIE/ASTM E 313-96)、Tint (CIE/ASTM E313-96)、YI (ASTM E 313-96);通常常用的为L*a*b*和WI (CIE/ASTM E 313-96);
4)WSB-3A和WSD-3U两台仪器使用的都是钨灯,满足D65照明体要求;而CR-20则是8/d照明/漫射受光方式,采用脉冲氙灯。
4、测试纺织品说明:
1)摩擦布为AATCC标准摩擦布
2)因毛巾和床单带有荧光
5、白度超过100的说明:
白度定义为光谱反射比为100%的理想表面白度为100度,光谱反射比为0的绝对黑表面的白度为0。所以理想的标准白板是对一切波长的辐射都是无吸收的完全漫射体,即它是反射比对任何波长都等于1的一种纯白物体。白雪或许是唯一的具有世界一致性的纯白色代表,但它无法长期保存亦无法随时随地的取得。
1)现代的标准白板只能以反射比非常接近1的一些化学品作为代表,这会造成实测白度值超过100。
2)添加了荧光增白剂。甘茨白度是根据三刺激值计算出来的,荧光增白剂增加了Z值,也就是通常咱们理解的蓝光,因此增白效果叠加,会出现超过100的现象。当然,前提是洗涤后白度已达到了很高的白度值再加上荧光效果才会产生超过100的现象。

3)检测结果受各种因素影响,存在着不确定度,所以检测数据左右一定的范围内,是数据误差允许的,就比如某瓶试剂的真实纯度假设为99.9%,测出来也有可能超过100%。另外,白度的数值与仪器有直接的关系,尤其是这个仪器的参考标准,如果是完全漫反射体,它就是100为标准,如果标准本身就是次级的,是经过完全漫反射体校正后的标准,那这个仪器的标准值的白度一般就不是100。
通过测试结果,大家也能看出,同一台设备选择白度公式不同就会测出不同的结果,而不同的设备用同一种公式也会测出不同的结果。
结论
文章进行至此,相信广大读者应该清楚这篇文章的目的和意义了,您也会清楚白度值90并不见得比白度值80高,而100也不意味着最好。不同的白度公式之间不具备可比性。
在洗涤行业,虽说白度是一个直观的判定洗涤质量的指标之一,但在连续性检测纺织品白度时必须遵循以下条件:
1、同台仪器所测试的白度值才具有可比性
目前各类型号的仪器之间本身存在一定差异,即仪器本身所采用的光源、照明/观测条件各异,因此使用不同仪器对同一样品进行测试也会出现一定的误差。纺织品白度的检测或评定应严格按照使用同一厂家(同一型号)的仪器,同一个白度公式的操作规程进行,并注明仪器的照明/观测条件。
2、进行白度评定时,白度公式必须统一
目前国内外的白度仪或测色仪本身自有的白度公式各异,一般都有六、七个。在纺织行业通常是从仪器所给出的多个白度公式中选择,如蓝光白度公式、坦伯白度公式、亨特白度公式、CIE1982白度公式等,具体数值可见测试结果。
3、单纯拿出一个白度数值没有意义
白度是一个相对值,是在一定的环境下通过白度仪得出的数据,因此单纯拿一个白度数值并没有实际意义。在说白度时,必须要表明测试的仪器、时间、环境温度、湿度、采用的计算公式等。
4、白度公式的选择
蓝光白度只能测出反光度(亮度不是真正白度),亨特白度和甘茨白度能测出白净度L,红绿趋向a,黄蓝趋向b,综合Lab后WI或WD是综合指数。因此,相对而言,推荐用享特白度和甘茨白度作为通用白度测试,它的数据更全面能更好的分析白度趋势和问题的根源。
5、洗涤行业白度的标准及要求
对洗涤行业而言,目前对白度的要求主要体现在GB/T 35744-2017《公用纺织品清洗质量要求》,测试标准采用GB/T8424.2-2001 《纺织品 色牢度测试 相对白度仪器评定方法》,指标要求>70(自然光下显示)。


