 金牌会员
金牌会员
 已认证
已认证
HAVER&BOECKER 作为专业的制造业装填和筛分设备供应商,主要提供粉体和颗粒成套装填解决方案,包括:存储筒仓和料斗、麻袋装填站、定量和称重系统以及气动输送设备。
为确保设备选型和优化,HAVER&BOECKER 购置了FT4粉体流变仪,测量材料的流动性以改进设备的设计与规格,应对各种新产品带来的加工难题。
装填过程中的流动性
通常测量密度、粒径分布、水分、脂肪含量等特性来指导设备选型。这些参数都会影响食品材料的特性以及流动性,这也是加工和装填中的关键属性。同时HAVER&BOECKER 发现即使综合以上参数也不足以完全量化流动性并与设备性能进行关联。
HAVER&BOECKER 早期使用剪切盒测量粉体的粘性,但测量一种产品就要花费半天时间,鉴于操作人员技术各不相同,导致粉体出现“自由流动”和“具有粘性”两种极端结果。很显然,剪切盒这一技术也并非理想的解决方案。之后HAVER&BOECKER开始研究替代方案,FT4所提供的动态测试十分灵敏,可区分剪切盒分析下近似的粉体。
应用动态测试数据
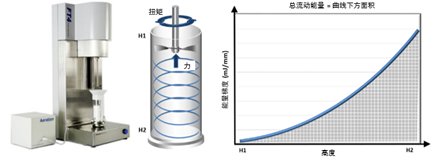
*FT4粉体流变仪:流动能测试过程及流动能结果示意图
动态粉体测试涉及测量运动过程中的粉体,当螺旋桨叶沿着指定的路径在材料内旋转时,测量作用于桨叶上的扭矩和力,确定粉体流动所需的能量。可以测试固结状态、中等应力、充气甚至流化状态下的样品,满足日常加工所需的应力范围。参数基本流动能(BFE)具有良好的区分度,能够检测出相对微小的颗粒间变化,并与加工过程相关联。
通过测量处理后粉体的BFE,发现具有相同或相近BFE值的粉体往往需要相似的装填设备,但其它特性也应予以考虑。通过将动态测量与经验相结合,建立并优化了公司内部设计流程,开发出针对性最强的设计,最大程度地减少装填粉体中的空气含量,实现产量最大化。

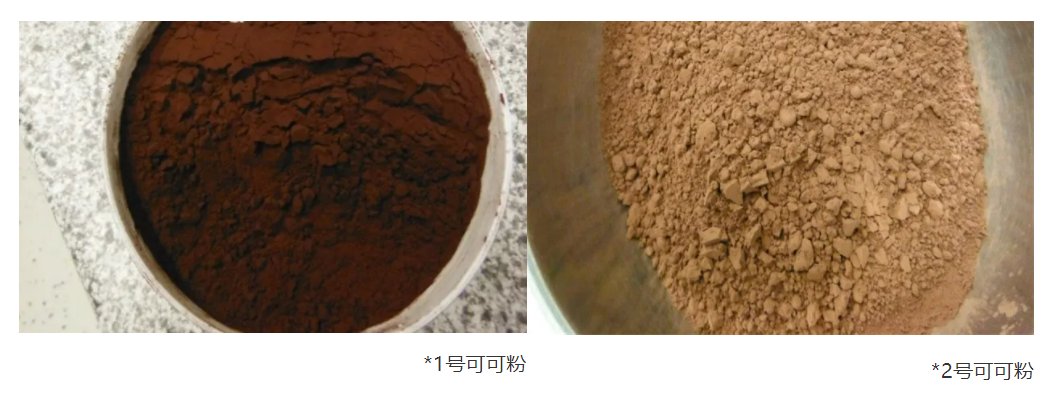
表1显示了两种不同可可粉的测试数据,包括水分含量、松装密度和BFE值。这些数据显示,虽然它们是“相同”的样品,但实际上有着显著差异。1号可可粉具有较大的松装、压实密度,也呈现均匀的充气特性,表明充入空气后帮助流动。与之相比,2号可可粉在充气时形成通道,通常与较强的颗粒间作用力相关,同时脱气也更快。这些特性都与装填解决方案的选择密切相关。而2号可可粉的BFE明显低于1号可可粉,表明该样品更易于流动。
在装填机对两种产品进行测试(参见下图)。倾斜式压力仓,方便卸料和清洁,也可根据产品特性改变充气速率。装填时持续吸气,确保袋内压力最低,实现较高的装填率。在试验中,装填一袋25公斤的2号可可粉需要23秒。这样,装填机每小时产量为110袋。如BFE图所示,1号可可粉流动性不佳,装填一袋需要30秒。机器每小时产量降至90袋。其他产品也验证了BFE值可用于预测装填解决方案的性能,确保装填率和产量达到预期效果。尤其需要注意的是虽然压实、堆积密度是常规的测量项目,但该值并不能用于区分流动属性。经验显示,松装密度受到温度、湿度、原材料质量和样品处理的影响,无法与装填性能直接相关。
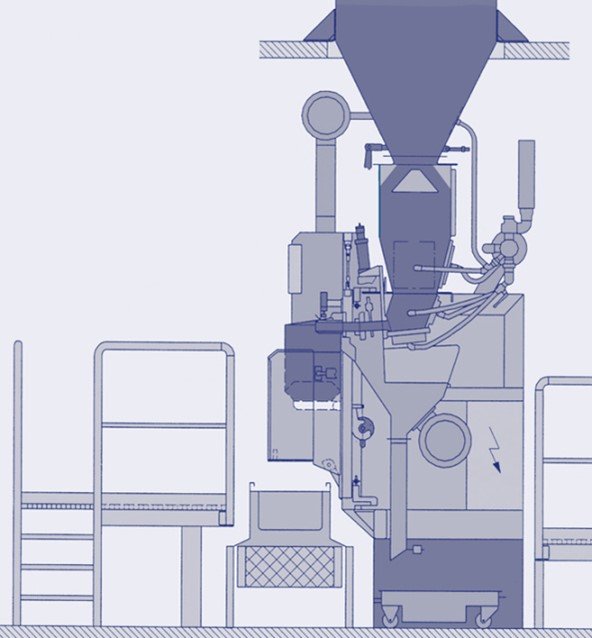
*装填设备示意图
总结
动态流动表征为装填解决方案的设计和选择提供了理论基础。对 HAVER&BOECKER 而言,采用FT4粉体流变仪测量已验证有效。通过对每种样品的流动性测试,将结果与过去十年的加工经验相结合,确定每种产品最佳的装填机选型,开发解决方案数据库,实现产量最大化的同时尽可能降低运营风险。

