增材制造直接成型过程中应力消除的解决方案
增材制造直接成型过程中应力消除的解决方案2020/01/15 阅读:4583 1.16MB
方案摘要
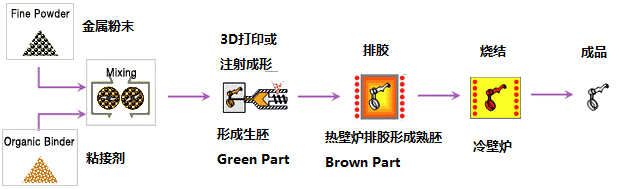
方案下载增材制造(Additive Manufacturing,AM)俗称3D打印,融合了计算机辅助设计、材料加工与成型技术、以数字模型文件为基础,通过软件与数控系统将专用的金属材料、非金属材料以及医用生物材料,按照挤压、烧结、熔融、光固化、喷射等方式逐层堆积,制造出实体物品的制造技术。
金属增材制造(Additive Manufacturing)可分为直接成型和间接成型两种。其中,直接成型过程是指将熔融的原始粉末从其顶部凝固,进而使得复杂的三维结构的零件逐层生产出来。
工艺难点
当使用激光熔化金属粉末时(选择性激光熔化SLM),所得零件的后续热处理是必不可少的。因为由于局部高能量的集中输入和熔点下高温梯度的形成,使用SLM直接成型制造工艺所得的零件制品会产生高残留应力,为了解决这一问题,需要将工件置于一定的温度下一段时间对其进行热处理应力退火,在此过程中,为了优化合金的机械参数以达到其目标特性,必须精确控制温度,确保极好的温度均匀性。
方案推荐
Carbolite∙Gero(卡博莱特∙盖罗)为直接成型金属增材制造(AM)设计了专业的可控气氛炉GPCMA产品,以消除增材制造中零件的应力,并达到最高规格的标准。

Carbolite∙Gero GPCMA可提供不同尺寸规格的炉子,1到4块层板保证用户可以充分使用炉膛空间(可适用于极小样品)。而且,用户还可根据需要指定炉子等级,以符合航空航天使用的AMS2750 E Nadcap标准。另外,在惰性气氛(通常是氮,氩气氛)热处理中,氧含量根据相应的情况可降低到30 ppm。

GPCMA可控气氛去应力炉,最高1200°C, SLM制造零件热处理时的氧含量小30ppm。
如前文所述,极好的温度均匀性对于应力退火十分重要,Carbolite∙Gero GPCMA系列采用智能加热的方式提高了炉内温度均匀性(控温热电偶位于炉体内),而且可提供专业的TUS(Temperature Uniformity Survey)测试报告。
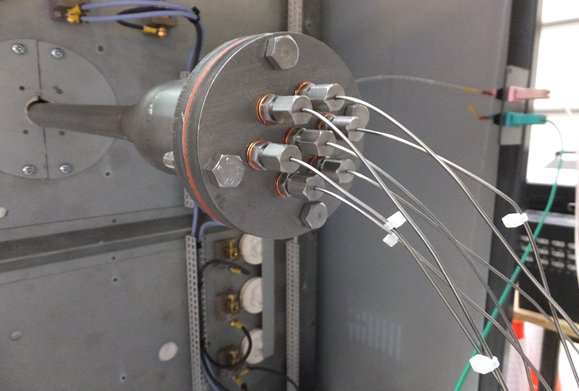

TUS 端口 TUS支架
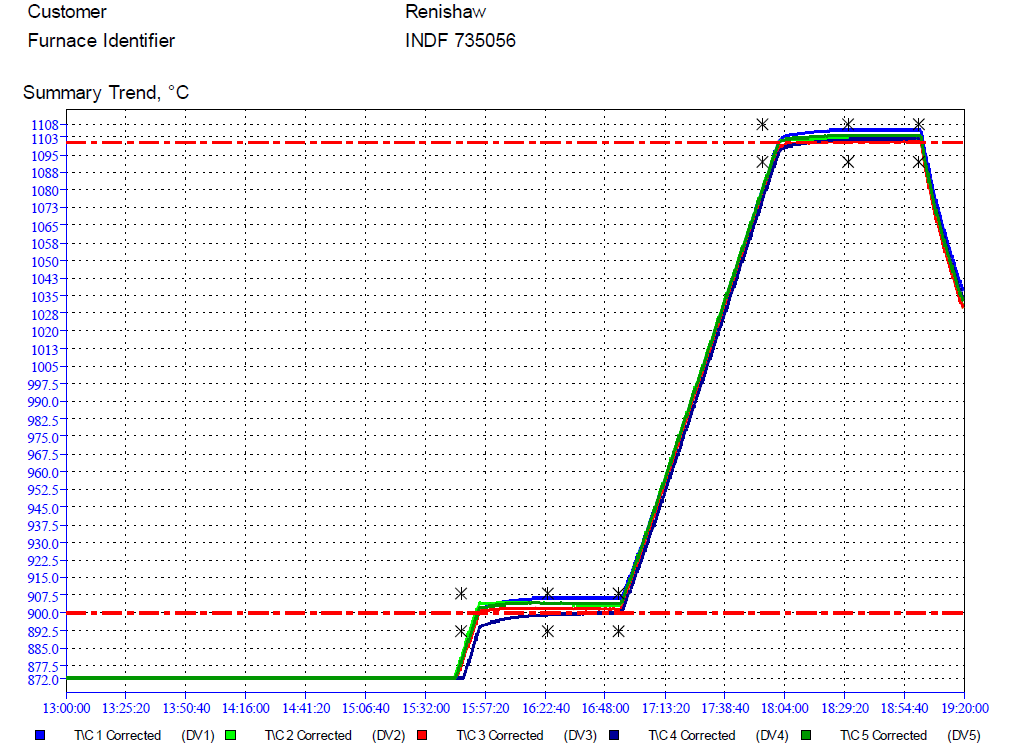
TUS 曲线图
除此之外,当炉子的串联控制与可选强制冷却系统同时工作时,还可以加快升温进而减少客户的循环时间,提高实验效率。为了进一步缩短循环时间,GPCMA/174炉具有联锁双枢轴门,方便快速加样取样,同时使用水冷硅橡胶密封门,可以保证加热过程中炉体的可控气氛。

Carbolite∙Gero(卡博莱特∙盖罗)是专业高端的箱式、管式马弗炉和烘箱品牌,温度范围30℃-3000℃,产品覆盖高温炉、真空炉、气氛炉、石墨炉,已被广泛应用于航空航天、陶瓷、煤炭、金属、电子等行业,并可为客户提供满足行业标准和工艺需求的定制化解决方案。