 华维机械 |
参考报价:电议 型号:BL1000X3.5m
产地:新乡华维 在线咨询
|
板式输送机-鳞板输送机
BL系列鳞板输送机产品概述:
鳞板输送机是板式输送机的一种广泛用于矿山、冶金和水泥等行业原料处理或连续生产过程中不可缺少的设备,对输送大块和尖锐的物料尤为适宜。该系列输送机具有结构简单、运行可靠、使用寿命长,安装维修简单等特点,对物料粒度、块状、工作环境无特殊要求,运送单个物料(件)的重量可达70-120kg,输送机长度可达40-80米且允许25°倾角输送。鳞板输送机可用于沿水平或倾斜方向由储仓向破碎机、输送机或其它工作机械输送各种块状或松散物料。有轻型和中型之分。本系列输送机适用于输送块粒及粉状物料,是水泥厂物料设备更新换代产品,常用于输送散状物料,也适应于锐利灼热物料的输送。
鳞板输送机是一种通用型固定式机械化输送设备,它用钢板做运载槽体可用于大量散状物料及单件重物的输送;尤其适用于大块的、沉重的、灼热的以及腐蚀性的物料,鳞输送机用于铸造车间灼热铸件的输送并能在输送过程中同时完成清除浇冒口、冷却、干燥、加热、清洗及分类等工艺工程,广泛应用于机械、铸造、冶金、化工、建材、动力、矿山等工业部门。可根据客户的输送量、铸件单重等其他技术要求提供合适的设备选型及定制。
鳞板输送机的产品分类:
鳞板输送机的结构型式多样。按JB2389-78的规定,鳞板输送机一般可按下述分类:
1、按输送机的安装形式可分为固定式和移动式;
2、按输送机的布置形式可分为水平型、水平-倾斜型、倾斜型、倾斜-水平型、水平-倾斜-水平型等;
3、按牵引构件的结构型式可分为套筒滚子链式、冲压链式、铸造链式、环链式及可拆链式等;
4、按牵引链的数量可分为单链式和双链式;
5、按底板的结构型式可分为鳞板式(有挡边波浪型,无挡边波浪型,有挡边深型等)和平板式(有挡边平型和无挡边平型等);
6、按输送机的运行特征可分为连续式和脉动式;
7、按驱动方式可分为电力机械驱动式及液力驱动式。
鳞板输送机的优点:
1、适用范围广。除粘度特别大的物料外,一般固态物料和成件物均可用它输送;
2、输送能力大。特别是鳞板板式输送机(一般称为双链有挡边波浪型板式输送机)的生产能力可高达1000t/h;
3、牵引链的强度高,可用作长距离输送;
4、输送线路布置灵活。与带式输送机相比,板式输送机可在较大的倾角和较小的弯曲半径的条件下输送,因此布置的灵活性较大。板式输送机的倾角可达30°-35°,弯曲半径一般约为5-8m;
5、在输送过程中可进行分类、干燥、冷却或装配等各种工艺加工;
6、运行平稳可靠。
BL系列鳞板输送机产品型号说明:
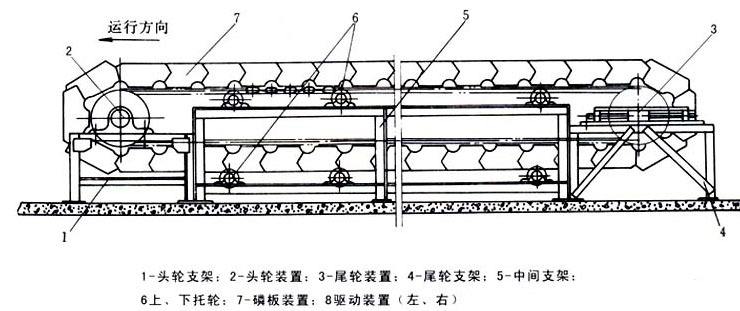
BL系列鳞板输送机的主要组成部件:
鳞板输送机一般由以下构件组成:机架、驱动装置、张紧装置、输送链条。
BL系列鳞板输送机产品特点:
鳞板输送机是一种固定的地面输送机,它可以沿水平、倾斜方向输送物料。在冶金、煤碳、化工、汽车、电力、机械制造等行业被广泛应用。其优点如下:
1、用板链为牵引元件,不仅强度大、效率高、工作可靠,且可作为长距离输送(目前输送长度己达1000米),输送能力大,一些裙边式输送机的输送能力达每小时1000t以上;
2、牵引链上可装各种结构的附件,以满足对不同物料的不同输送要求,实现各种连续工艺过程。配上移行器后输送线布置灵活,这一性能是其它类型的输送机不可与之比拟的;
3、与带式输送机相比,承托式输送机可在较大倾角和较小弯曲半径条件下输送物料。板式输送机的倾角可达30°~35°,弯曲半径一般约为3m—5m;
4、可以输送较高温度物料(600°~700°)。亦可适应较苛刻工况,如笨重的圆木、锐利棱角的矿石及有害化学品等。
5、适应性强,本机适用于不带粘性的散状物料及粒状,块状物料的输送,尤其适用于块状较大,且具有锋利棱角,灼热的(如水泥熟料等)物料的输送,而且在输送过程中可同时完成冷却,清洗等工艺过程;
6、整机装置紧凑,安装,调试,维修方便;
7、链板:结构合理,刚性好,耐冲击性强;
8、以滚动摩擦代替滑动摩擦,运行阻力低;
9、适用0°-15°倾角;
10、输送距离≤30m时,可采用环链及板链做牵引件,输送距离>30m时,为防止滑动,需采用板链做牵引件,在输送距离在30m-50m范围内,如采用环链结构,可采用头尾双驱动,尾部驱动轮使用光轮。
鳞板输送机产品适用范围及选型要求:(1)鳞板宽度系列:B=650mm、800mm、1000mm、1200mm;其中B=800mm、1000mm的两种应用比较广泛;
(2)运送单个物件的重量:一般为75kg,**可达120-150kg;
(3)输送机长度:一般为60-120m,**可达到200m;
(4)输送机速递系列:v=0.8、0.96、1.2、1.5、1.8、2.4、3.0m/min;
(5)输送机的提升高度:H=2.2-4.5m,**可达到10m;
(6)对于各类物料,输送机的**允许倾角为25度;
(7)鳞板槽体底面距地面高度h0及头轮的中心高h值,列与下表中:
鳞板宽度B | 650 | 800 | 1000 | 1200 |
h0 | 832 | 1010 | 1010 | 1193 |
h | 550 | 650 | 650 | 750 |
(8)输送机安装在车间地面或露天地面时,其回程侧鳞板的弦顶离地面的净空高度不小于200mm;安装在地坑内时,其净空高度不小于300mm。在特定场合下,受某种外界条件限制时,其净空高度可按需要确定;
(9)输送机由水平段转到倾斜段时,采用有护轨的弧形段,其*小曲率半径见下表:
鳞板宽度B | 650 | 800 | 1000 | 1200 |
*小曲率半径Rmin | 3500 | 4600 | 4600 | 5700 |
系列设计采用曲率半径R | 6000 | 8000 | 10000 | 12000 |
BL系列鳞板输送机产品技术参数参考表:
规格型号 | 鳞板宽度mm | 生产能力t/h | 物料粒度mm | 运行速度m/s | 输送长度mm | 功率KW | 减速机型号 |
BL400 | 400 | 20 | 130 | 0.8-3 | ~10 | 2.2 | JZQ250 |
>10-20 | 3 | 350 | |||||
>20-30 | 4 | 350 | |||||
>30-40 | 5.5 | 400 | |||||
BL500 | 500 | 25 | 150 | 0.8-3 | ~10 | 3 | 350 |
>10-20 | 4 | 400 | |||||
>20-30 | 5.5 | 400 | |||||
>30-40 | 7.5 | 500 | |||||
BL650 | 650 | 35 | 200 | 0.8-3 | ~10 | 4 | 400 |
>10-20 | 5.5 | 500 | |||||
>20-30 | 7.5 | 500 | |||||
>30-40 | 10 | 650 | |||||
BL800 | 800 | 55 | 280 | 0.8-3 | ~10 | 5.5 | 500 |
>10-20 | 7.5 | 650 | |||||
>20-30 | 10 | 650 | |||||
>30-40 | 13 | 750 |
型式 | 输送槽宽度B(mm) | 输送速度V(m/s) | 侧板高度H(mm) | 输送链节距P(mm) | **输送量Q(m3/h) |
轻型 | 400 | 0.05--1.60 | 160-250 | 200 | 450 |
500 | 160-315 | 700 | |||
630 | 200-400 | 1150 | |||
800 | 250-500 | 250 | 1850 | ||
中型 | 800 | 0.05--1.0 | 160-400 | 250 | 900 |
1000 | 200-500 | 1400 | |||
1200 | 250-500 | 315 | 1750 |
鳞板输送机的安装调试:
为了确保鳞板输送机可靠运行,不但要保证制造质量和各部件的装配质量,还必须做好鳞板输送机的安装和调试工作。鳞板输送机的安装一般是在制造厂内首先组装部件,然后将相互独立的部件运抵使用现场,进行整机安装。其安装程序大致如下:
1、根据鳞板输送机的安装图,定出设备的纵向中心线。纵向中心线是整个输送机的安装基准,在车间内部,通常是以厂房柱网坐标为基准标出的。划线时,**以厂房柱网作一次基准,划出输送机的纵向中心线及头、尾轮的横向中心线。如果与输送机相关联的设备已经安装就位,安装时,则应以这些相邻设备的关联尺寸为主要依据来确定其中心线,与厂房柱网的关系尺寸仅作参考,这样,更能保证输送系统可靠地工作;
2、在输送机的纵向中心线上,先走出头轮轴的轴线中心位置,然后沿纵向中心线逐段测量。按输送机的总长度尺寸定出尾轮轴的中心位置;
3、以上述中心线为基准,确定有关机架的地脚位置、轨道安装位置、驱动装置的定位中心尺寸等;
4、确定了各中心位置之后,应结合土建结构施工图,查找出有关结构构件并予以清理,然后按安装图的要求进行各种机架安装;
5、机架(包括头架、尾架、中间支架和驱动装置架等)安装完毕后,进行轨道安装;
6、安装传动链轮轴部件、拉紧链轮轴部件、链轮安装时应保证尽可能小的共面误差;链轮轴要相互平行;同一挂链条的链轮要保持在同一平面内避免歪斜和跳动。链轮的共面误差会使链条产生横向摆动,使链条和链轮发生侧磨、冲击并使链条过盈配合处的联结牢固度减弱,严重时可使开口销等止锁零件剪断,以及发生链板腰部爬上齿顶;
7、安装驱动装置;
8、安装输送链条。首先将各链段按长度精度分成几组,在地面上展平拉直;然后进行合理搭配并连接起来,使同一输送机上的多挂输送链长度尽可能相等,当输送链的附件结构不对称而又有几挂链条并列使用时,应特别注意左边和右边的正确配置。另外在链条装上链轮前应进行一下盘啮检验,检验其啮合是否太紧或太松。如果太紧或盘啮不起来,则该链条就不能安装使用;
安装链条时还应注意有些止锁零件的安装方向与链条的运行方向相适应,以避免冲击、跳动、碰撞时脱落。现场安装链条时,应将拉紧装置松到极限位置,在链条串接完成后,再对链条施行拉紧。如果输送链上设置二级附件,那么此时也应同时安装好;
9、在输送链附件上安装承载构件。为了保证安装精度,一般应首先将承载构件按4个或8个一组分组;然后先装每组的**件,装好后再装每组的第二件;依次将承载构件装牢,同时调整好各相邻承载构件的间隙或重叠距离。承载构件若为多次组合时,应提前组装好;
10、安装鳞板输送机的其他附属装置,如各种安全护罩、安全护栏及地坑盖板、物料溜管、导料槽等;
11、在上述安装过程中,同时对电气控制系统进行安装;
12、对整个输送机外表面,按设计要求涂面漆或进行其他表面防护处理;
13、进行试车,调整不符合设计要求和规范的部分