钢铁冶金过程气体监测-邯郸某钢铁企业热处理炉尾气一氧化碳监测项目
钢铁冶金过程气体监测-邯郸某钢铁企业热处理炉尾气一氧化碳监测项目2025/04/10 阅读:1987 877KB
方案摘要
方案下载项目背景
合作背景
在全球绿色低碳转型的浪潮下,钢铁行业作为传统高耗能、高排放领域,面临着节能减排的重大压力。近年来,随着我国“双碳"目标的明确提出以及环保政策的日益严格,钢铁企业被赋予了更高的环保责任与使命。特别是针对一氧化碳这一在钢铁生产过程中难以避免产生的有害气体,其脱除与监测问题愈发受到行业与监管部门的高度重视。
一氧化碳的排放不仅会对环境造成严重污染,还可能引发诸多安全隐患,如爆炸和中毒事故等。在钢铁热处理环节,由于工艺特性,CO的产生难以避免,且因其较高的化学稳定性与复杂的工艺环境难以通过常规手段脱除,这无疑要增加企业的生产成本,同时也降低了能源利用效率。因此,如何高效、精准地监测并脱除CO,成为了钢铁企业亟待解决的关键问题。
项目介绍
该项目的用户是一家位于河北邯郸的中外合资综合型钢铁企业,其业务范围广泛,涵盖烧结、炼铁、炼钢、轧材以及科研等环节。近年来,尽管钢铁行业整体行情下行,该企业却仍然持续盈利。随着邯郸市生态环境局实施《关于重点一氧化碳排放点位安装在线监测装置的通知》,钢铁热处理领域的碳排放也面临着严峻挑战。CO特性有异于NOx与SO2,难以简单脱除,低浓度CO二次燃烧需要消耗较多的能源。为避免能效浪费,企业需在热处理炉的烟道处配备具有实时监测功能的气体分析装置,通过优化空燃比来减少烧损,提升能效,最终实现热处理环节闭环控制,这对于工艺优化与节能环保具有双重层面的重大意义。
在该企业热处理线项目中,最终选用了四方仪器公司的GasTDL-3100原位激光过程气体分析仪。目前,该设备已助力产线实现正火、淬火、回火工艺的稳定生产,为企业综合实现能源利用与环保优化提供着稳定的数据支持。
产品原型
原位激光过程气体分析仪 GasTDL-3100

主要参数
性能参数 | |
测量原理 | TDLAS |
测量组分 | CO |
测试范围 | 0~10000ppm |
量程漂移 | ≤±1%F.S. |
重复性误差 | ≤±1%F.S. |
输出波动 | ≤±1%F.S. |
线性度 | ≤±1%F.S. |
响应时间 | 充分预热后,T90≤1s |
技术参数 | |
机箱 | 隔爆和粉尘双防爆结构 |
防爆等级 | Ex db IIC T6 Gb / Ex tb IIIC T80℃ Db |
防护等级 | IP66 |
传感器寿命 | >6年(正常使用) |
工作参数 | |
工作方式 | 在线 |
电源 | 24VDC |
校准周期 | 建议每隔一年校准一次 |
被测气体温度 | <800℃ |
环境温度 | -20~60℃ |
吹扫气体 | 0.3~0.8MPa工业氮气 |
吹扫气纯度 | N2≥99.99% |
输入输出参数 | |
通讯方式 | RS-485/RS-232 |
输出模式 | 2路4~20mA输出,3路继电器输出 |
项目实施
技术方案
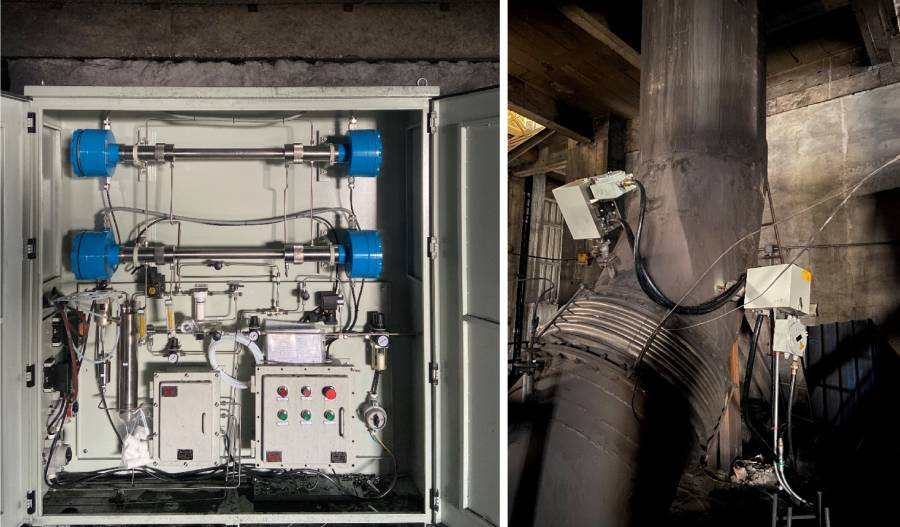
我司为该项目提供的GasTDL-3100原位激光过程气体分析仪,凭借其性能,已广泛应用于冶金、电力和水泥等多个行业。整套系统由取样单元、预处理单元、控制单元和分析单元等部分组成,采用手动控制采样与反吹操作,确保系统长期稳定、准确且连续地自动在线运行。
分析仪运用了TDLAS(可调谐半导体激光吸收光谱)技术。该仪表具备灵敏度高、响应速度快、不受背景气体干扰以及非接触式测量等显著特点,在热处理炉尾部的排气管道上采用原位测量的形式安装,测量数据不易失真且测量精度高,为实时准确反映气体浓度变化提供了可靠的数据保障。
气体分析单元主要由发射、接收、机械固定、吹扫和数据导出等部分组成:
发射与接收单元:集成了激光发射模块、信号调制模块和中央控制综合功能,负责信号的发射与接收处理。
机械固定单元:由法兰、阀门、吹扫接口和光学器件组成,确保分析仪的稳定安装。
吹扫单元:采用洁净气体对分析仪的光学视窗进行吹扫,防止测量环境中的粉尘或其他污染物对视窗造成污染,从而保障测量结果的准确性。该单元主要由减压过滤器、分气块和单向阀等组成。
通讯及数据导出:通过4~20mA信号输出,连接至用户现场控制平台,实现气体浓度与热值数据的实时监测。
通过这一先进的技术方案,项目不仅实现了对低浓度CO脱除过程的精确监控,还显著提升了能源利用效率,为企业的可持续发展提供了有力支持。
方案价值
四方仪器的原位激光过程气体分析仪为该项目热处理炉尾气中CO脱除过程的监测提供了高效、可靠的解决方案。该设备采用先进的TDLAS技术,具备高精度、高灵敏度、响应速度快等特点,能够实时精准监测CO的浓度变化,并将数据稳定上传至现场控制平台进行及时记录,为工艺段的精准把控和企业的能效控制提供了重要的数据支持。其结构设计简明,操作界面友好,便于安装、调试与日常操作,同时配备自清洁技术和耐用元件,维护量小,有效降低了企业的运营成本。
经过一年以上的实际使用,该设备已展现出显著的测量成效。用户依据实时监测热处理炉尾气成分中CO含量的变化,实现了对空燃比的精准控制,在稳定炉温、保障生产的基础上优化了燃烧过程,最终减少了CO的排放,实现经济效益与环境效益的双赢,为企业的绿色低碳发展提供了有力支撑。
项目现场