 高级会员
高级会员
 已认证
已认证
在煤化工产业链中,气化是处于源头环节的核心工艺。该工段长期处于高温高压、高粉尘、强腐蚀的环境,使得合成气组分的精准监测成为保障装置安全、提升运行效率的关键。从气化炉烧嘴的泄漏预警,到水洗塔出口处工艺气组分分析,实时可靠的监测数据是实现安全生产与优化工艺运行的基础。今天,我们在分析气化工艺特点的基础上,系统梳理关键监测需求,并深入探究行业如何通过先进气体监测技术为这一核心环节构建可靠的技术支撑。
一、工艺背景:煤气化工段的核心地位与气体监测的必要性
我国煤化工行业产能占据全球70%以上,涵盖煤制合成氨、煤制甲醇、煤制烯烃以及煤制乙二醇等核心领域,是“富煤少气贫油"国情下保障能源安全与化工原料供给的战略性产业。
煤气化是煤化工产业链的工艺“龙头"与核心技术,它通过在高温高压条件下,让固体煤炭与气化剂(如氧气、水蒸气等)产生反应,转化为以一氧化碳和氢气为主要成分的粗合成气。此合成气是生产甲醇、烯烃、合成氨等下游产品的原料基础,其稳定与高效制备关乎整个生产线的运行效益。
然而,气化工段工况极其复杂,不仅普遍高温、高压,大多还存在高油、高粉尘、高水汽含量的情况,且过程气体中含有高浓度的CO、H₂等易燃易爆气体,以及H₂S等有毒腐蚀性组分。这些特点使得气化过程成为安全风险高、工艺控制难的几大环节之一。
因此,建立一套精准、可靠的过程气体监测方案,对于保障气化装置的安全稳定运行、预防工艺事故,以及优化气化效率具有至关重要的意义。

二、工艺简介:煤气化核心工艺流程解析
现代煤化工广泛采用固定床、气流床等气化技术路径(如鲁奇炉、德士古炉、谢尔炉等)。其核心设备为气化炉,核心工艺流程可分为三个阶段:
1、原料制备与气化反应阶段:原煤块经磨粉制成水煤浆或干煤粉,与氧气、蒸汽一同喷入气化炉内,在1200~1600℃的高温下发生部分氧化反应,转化为粗合成气。
2、热量回收阶段:反应后的高温气体进入辐射锅炉和对流锅炉回收热量,并产生高压蒸汽,实现能量综合利用。
3、气体初步净化阶段:合成气进入旋风分离器以及水洗塔,通过分离与水喷淋的方式进行初步除尘和降温,去除大部分飞灰和熔渣颗粒,形成饱和水煤气,为后续变换或净化等工序提供合格的原料气。

整个气化过程连续且反应剧烈,对温度、压力等反应条件的控制精度要求极为苛刻。
三、关键监测点位布局与核心气体监测需求
针对气化工艺高温、高压、高危的特点与风险,需在以下三个关键点位建立监测体系:
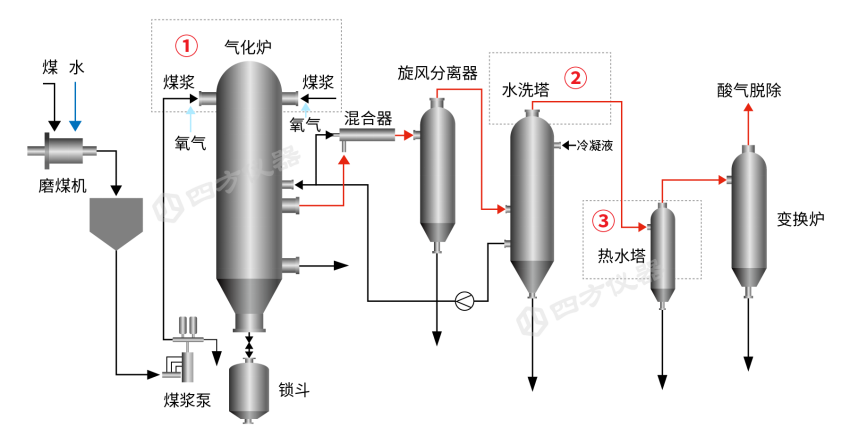
1. 气化炉烧嘴区域:安全预警监测
监测组分:CO
监测目的:烧嘴也称喷嘴,是高温部件,长时间运行可能出现龟裂或损坏,导致工艺气泄漏。在此区域布设低量程气体分析仪器用以监测CO的泄漏情况,是预防火灾、爆炸及人员中毒的第一道安全防线,实现早期预警。
② 水洗塔出口:工艺气组分浓度监测
监测组分:CO、CO₂、CH4、H₂
监测目的:此点位气体具有高温、高湿、含微量尘的特点。精确测量合成气中各关键组分浓度,可用于:
• 评估气化炉运行状态与碳转化率;
• 了解有效气CO与H₂的含量,为下游工艺提供操作依据;
• 实时计算煤气热值,指导能源平衡;
• 通过连续监测CH4的含量,来间接判断气化炉炉膛温度,这也是判断气化炉寿命和安全的重要参数之一。
③ 初步净化后(进入变换工段前):工艺控制监测
监测组分:CO、H₂、CO₂等
监测目的:在气体进入后续工段前,提供精确的组分浓度数据,用于预判变换反应负荷,控制变换和脱碳过程中的CO和H2含量,以及变化后的CO2含量,也为全厂物料平衡与碳核算提供关键源头数据。
因此,要满足上述关键监测点位的需求,核心在于一套可靠的技术方案,以监测体系从被动响应到主动预警、系统协同的升级,真正赋能气化工段的安全运行与效益提升。
四、技术方案:针对安全、工艺控制与稳定运行的专项气体监测技术组合
为应对气化工段高温、高湿、高粉尘的恶劣工况,以及从安全预警到工艺优化的多维监测需求,单一技术路径难以应对所有挑战。目前,行业通行做法是采取“安全预警-工艺气体分析-预处理保障"的组合式技术路线,即通过防爆型激光/红外气体分析仪+激光拉曼光谱气体分析仪+高性能预处理系统的协同,在确保工况适配性的同时,实现监测数据的精准性可靠。
1. 安全监测层:重点区域低浓度CO泄漏预警——防爆型激光/红外在线气体分析技术
在气化炉烧嘴等重点安全区域,防爆型在线气体分析技术是实现低量程CO泄漏(0~10ppm)监测的关键。该技术基于成熟光学原理,具备响应速度快、灵敏度高的特点,可对微量泄漏实现快速识别与精准预警。

从产品实现层面看,此类设备通常提供红外与激光两种技术路径,可灵活适应不同工况环境。其核心优势在于抗干扰能力——即使在高温、高粉尘、背景气复杂的实际场景中,仍能稳定保持对低浓度CO的稳定监测。设备采用隔爆与粉尘防爆复合设计,并通过严格认证,从硬件层面保障了在危险区域的长期可靠运行。
该技术的成功应用,不仅为气化装置构筑了第一道智能安全防线,更通过实时预警机制,推动了安全管理从事后处置到事前预防的转变升级。
2、工艺监测层:多组分气体同步监测及热值计算——激光拉曼光谱气体分析技术
激光拉曼光谱气体分析技术是近年来国内分析仪器实现自主创新的重要成果。该技术基于激光与气体分子的拉曼散射效应,克服了传统检测方法在多组分同步分析上的局限,特别适用于复杂的工艺气体监测。

在水洗塔出口处及变换工段前的高温、高湿、多组分工艺气体监测,激光拉曼光谱气体分析技术已成为行业优选。通过国产化技术攻关,其独特优势在于多组分同步测量能力,可在一台分析设备内实现对CO、CO₂、CH4、H₂等多种关键气体的同步、快速定量分析,无需色谱柱分离,且不受水汽干扰,保障了复杂工况下的数据实时性与可靠性。
尤为突出的是,该技术还能够实时计算并显示气体热值,超越了传统进口设备的功能范畴,为气化炉的运行状态评估、工艺优化调整及有效气核算提供了更为全面精准数据支撑。
3.系统稳定层:可靠运行的基础保障——高性能样气预处理技术
面对气化工段高粉尘、高水汽环境,监测系统长期稳定运行离不开高性能样气预处理技术。该技术的核心目标在于将工况气体转化为符合分析仪要求的洁净、稳定样气。
通过集成多级精密过滤、全程伴热保温、智能反吹控制等关键技术,能有效去除样气中的粉尘和水汽,持续提供洁净、恒温的稳定样气。其实际价值在于,从根本上解决了探头堵塞与部件腐蚀的行业痛点,确保数据的连续性和准确性,降低综合运维成本,为气化工艺的长期安全稳定运行提供坚实保障。
综上,通过上述“安全预警-工艺气体分析-预处理保障"的组合技术路线,兼具专项监测的深度与全组分分析的广度,辅以坚固的预处理保障,为核心安全生产与工艺优化提供坚实的数据支撑,系统性地满足气化工段的监测需求。
五、应用案例
以上气体分析技术已在多个大型煤化工项目的气化工段得到了实际应用。其部署位置覆盖了从气化炉烧嘴泄漏预警、水洗塔出口处工艺气分析到变换工段前关键组分监控等核心环节,成功应对了高温、高湿、高粉尘等复杂工况的长期考验。


结语
在煤化工生产的“咽喉"要道——气化工段,复杂工况对气体监测提出了严苛挑战,通过安全预警、工艺气体分析、可靠性保障的组合式技术方案,可为安全与效益筑牢双重防线。


