 白金会员
白金会员
 已认证
已认证

使用L-200在西林瓶中
冷冻干燥氯化钠和甘露醇
冻干应用
1
简介
在本文中,我们使用氯化钠和甘露醇进行冷冻干燥实验。NaCl 确定的晶体结构使这种盐成为一种模型化合物。相反,甘露醇是众所周知的可结晶成不同的多晶态,它可能形成水合物。然而,甘露醇是冻干制剂中最常用的填充剂。使用甘露醇的好处是它在冷冻过程中结晶,形成漂亮的蛋糕结构并允许在更高的产品温度下进行干燥,因此与纯无定形系统相比,它具有更高的升华效率。
2
设备
BUCHI 冷冻干燥机 Lyovapor™ L-200 Pro
BUCHI Lyovapor™ 软件
-40°C 超低温冰箱
不锈钢托盘若干
西林瓶若干,带盖直径 22 mm
Mettler Toledo HR73 卤素水分分析仪
3
试剂和材料
D-甘露醇,Fluka
氯化钠,Fluka,纯度 ≥ 99.5 %
4
实验步骤
4.1 制备样品
用体积移液管将 3ml 5% 甘露醇水溶液或 NaCl 溶液(50g/L)转移到西林瓶中(每种溶液各 70 瓶)。然后将样品放在一个不锈钢托盘上,并在 -40°C 的低温下冷冻一夜,也可以使用 -20°C 的冰箱。
4.2 设置 Lyovapor™ L-200
深度冷冻 24 小时后,将西林瓶连同托盘一起转移到 Lyovapor™L-200 中进行冷冻干燥,表1 列出了具体参数设置。对于未知配方,建议用冷冻干燥显微镜来测定崩解温度。此外,安全温度范围可以进行编程,保护样品免于崩溃。
表1. 在 Lyovapor™ L-200 Pro 中干燥 5% 甘露醇和 NaCl 水溶液的参数设置
干燥室类型 | 小室 |
样品塌陷温度℃ | 30.0 |
塌陷以下安全温度℃ | 0.0 |
气体种类 | 空气 |
隔板温度本身的选择使其在初级干燥结束时不超过 20°C,在次级干燥结束时不超过 25°C。使用 Lyovapor™ 软件对初级和次级干燥过程的步骤进行编程,参数如 表2 所示。在初级干燥阶段,散装溶剂(本次实验中为水)通过升华从样品中除去。在二次干燥阶段,通过去除吸附的溶剂来干燥样品。冻干甘露醇和 NaCl 采用相同的冻干程序。
表2. 在 Lyovapor™ 软件上设置的初级和次级干燥步骤参数
步骤 | 1 | 2 | 3 |
阶段 | 初级干燥 | 初级干燥 | 次级干燥 |
持续时长 hh:mm | 06:00 | 18:00 | 00:30 |
温度设置点 ℃ | 0.0 | 20.0 | 25.0 |
温度梯度 ℃/min | 0.11 | 0.02 | 0.17 |
压力类型 | 受调整 | 受调整 | 受调整 |
压力设置点 mbar | 0.200 | 0.100 | 0.050 |
安全压力 mbar | 1.500 | 1.500 | 1.500 |
安全压力持续时长 sec | 10 | 10 | 10 |
4.3 卤素水分分析
干燥后,分析放置在托盘上的样品的残余水分含量,以评估干燥效率。因此,样品在研钵中研磨,并在 30 秒内转移到水分分析仪。残留物含水率分析采用卤素含水率平衡法,参数见 表3。关闭标准是指变化不超过 1mg / 140s。
表3. 水分分析仪设置
关闸标准 | 5 |
干燥温度℃ | 110 |
4.4 隔板温度分布
隔板上的温度分布由其内置的热电偶控制,如 图1 所示。为了模拟冷冻干燥过程,将压力设置为 0.2mbar,将隔板加热到 35°C 并保持恒定两小时。记录温度和时间。
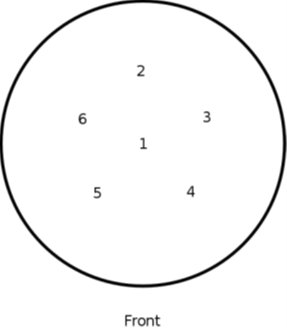
▲ 图1. 隔板温度分布试验中热电偶的位置
5
实验结果和讨论
5.1 西林瓶中甘露醇的目视评价
图2 显示了冻干后装有 70 瓶冷冻干燥甘露醇的不锈钢托盘。为了直观比较,图3 显示了从托盘中取出的西林瓶,所有的 70 个西林瓶都含有均匀的冻干的甘露醇。

▲ 图2. 装有冷冻干燥甘露醇样品的不锈钢托盘

▲ 图3. 样品分析其残余水分
在本实验中,甘露醇以纯化合物的形式作为模型化合物来模拟药物配方。由于冷冻干燥的甘露醇类药物通常含有其他赋形剂来满足活性药物成分的稳定和释放需求,因此结晶的程度可能与纯甘露醇不同。
5.2 甘露醇和 NaCl 冻干产物的水分分析
为了确定 Lyovapor™ L-200 的干燥效率,使用卤素水分分析仪分析 图2 所示的 9 个甘露醇样品的残留水分含量。测量的水分含量和干燥效率的结果如 表4 所示。
表4. Lyovapor™ L-200 冷冻干燥后的剩余水分分析结果
序号 | 冻干样品的起始重量g | 冻干样品的最终重量g | 剩余水分% | 干燥效率% |
1 | 0.107 | 0.105 | 1.87 | 98.13 |
2 | 0.100 | 0.098 | 2.00 | 98.00 |
3 | 0.113 | 0.112 | 0.88 | 99.12 |
4 | 0.122 | 0.121 | 0.82 | 99.18 |
5 | 0.111 | 0.110 | 0.90 | 99.10 |
6 | 0.116 | 0.115 | 0.86 | 99.14 |
7 | 0.121 | 0.120 | 0.83 | 99.17 |
8 | 0.108 | 0.107 | 0.93 | 99.07 |
9 | 0.116 | 0.114 | 1.72 | 99.28 |
所有样品,无论其在货架上的位置如何,在冷冻干燥过程后含有不超过 2.0% 的水分。测定残余水分时最大失重量为 0.002g,接近天平的检出限。我们发现放置在隔板中间的甘露醇样品比放置在货架外半径的样品含有较少的残余水分。而对于 NaCl,没有观察到这种不同。NaCl 残留水分在 0.79 ~ 1.59% 之间随机变化。这可能表明,在冷冻过程中,隔板外部比起内部,形成的甘露醇水合物的比例更高。去除更多水分的策略是:增加干燥时间;提高二次干燥时的温度;退火。
此外,在准备样品进行残余水分含量分析时,可能会有一些水被吸附在样品上。因此,干燥效率可能比测量的要高。
5.3 隔板温度分布
实验最后 60 分钟测得的平均温度见 表5。设定值为 35℃,观测温度范围为 34.7 ~ 35.1℃。
表5. 隔板温度分布测量结果
隔板位置 | 平均温度℃ |
1 | 35.1 |
2 | 35.0 |
3 | 34.7 |
4 | 34.7 |
5 | 34.8 |
6 | 34.9 |
6
实验结论
使用 Lyovapor™ L-200,可以实现对甘露醇模型配方和 NaCl 溶液的高干燥效率。对于这两种化合物,干燥产物的外观是光滑的,没有观察到塌陷现象。另外,隔板上的温度分布也是均匀的。
7
参考文献
Kim, A.I; Akers, M.J.; Nail, S.L. J. Pharm. Sci. 1998, 87 (8), 931-935.
Yu, L.; Milton, N.; Groleau, E.G.; Mishra, D.S.; Vansickle, R.E. J. Pharm. Sci. 1998, 88 (2), 196-198.
Gieseler, H.; Schneid, S.; Kramer, T. Pharm. Tech. [Online] 2008, 32 (3)
Liao, X.; Krishnamurthy, R.; Suryanarayanan, R. Pharm. 2007, 24 (2), 370-376.

长按上方二维码联系我们
或拨打联系电话:
400 - 880 - 8720
微信公众号
步琦智慧实验室
淘宝官方旗舰店
瑞士步琦






