 白金会员
白金会员
 已认证
已认证
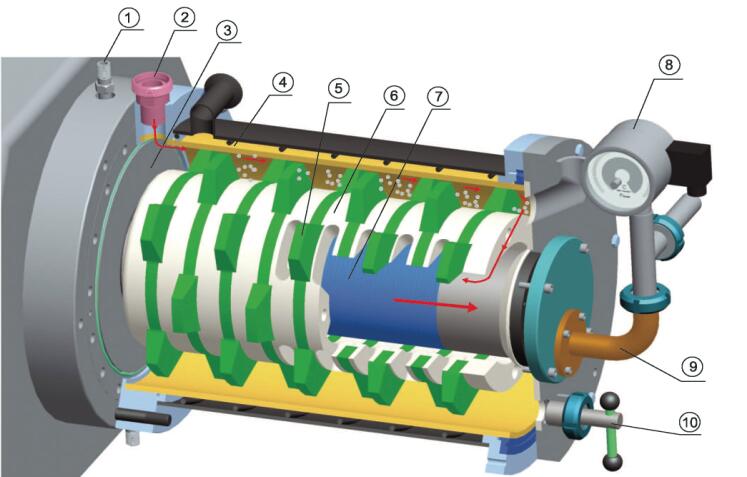
影响砂磨机的研磨效率,主要包括:1.合理的磨腔结构;2.能量密度;3.转速匹配的线速度;4.磨腔内磨介间的速度梯度;5.磨介在磨腔内得到充分的循环,无死角;6.磨介的大小、圆度、比重;7.物料粒径与磨介直径的比例;8.冷却水温度,研磨腔体内温度;9.搅拌转子和筒体材质;10.研磨介质填充量........
派勒纳米砂磨机线速度的控制
砂磨机线速度越高,传递给珠子动能就越大,砂磨机效率越高。但砂磨机线速度是不是越高越好?当然不是!砂磨机线速度过高弊端如下:
1、线速度越高,发热越大,机器升温越快,而大多数物料是有温度限制的。
2、线速度越高,对砂磨机研磨介质的冲击越大,所配的研磨介质很可能因此而破碎。
3、线速度越高,对机器造成的损伤越大,零件磨损加剧,对制造机器的材质要求也更高。
砂磨机真正有效的研磨区域是在研磨盘与桶壁之间的狭小区域,其他部位都是发热区。所以利用适合的线速度把研磨介质都集中在有效研磨工作区内,才能得到最高研磨效率。目前,各个砂磨机生产厂家的砂磨机线速度各不相同,一般在8-15m/s之间,其研磨效率也是不一样的。
研磨介质介绍
玻璃珠:价格虽便宜,但由于比重小,研磨时间长,磨损大,污染产品。除早期购买的研磨设备外,新设备已很少使用。
硅酸锆珠:比重中等,能量较大,研磨时间较短,价格较低,但易形成空心缺陷,易破碎,划伤砂磨机内衬,同时会对料浆造成污染。
稀土氧化锆:比重较大,能量较大,研磨时间较短,价格较低,采用烧结工艺,无空心缺陷,现今多数钛白粉生产厂家使用。
氧化锆珠:比重大,强度高,能量大,研磨效率高。与其他研磨介质相比,价格高,但由于无空心、无破碎、无污染,从而成为各行业分散最理想的研磨介质。
一般来说,研磨介质比重越大,尺寸越小,单位体积内介质数目越多,介质之间的接触点就越多,研磨效率就越高,研磨效果也就越好。尤其对高固含量和高粘度产品的研磨,更能显示出大比重研磨介质的优势。
文章来源:


