摘要:随着3D打印技术在制造业中的迅猛发展,金属粉末作为直接原料,其制备方法成为研究热点。气雾化法因其能制备粒径小、球形度高、流动性好的金属粉末,已成为3D打印用球形金属粉末的主要制备技术。本文综述了气雾化法制备3D打印金属粉末的技术研究进展,首先介绍了3D打印对金属粉末的性能要求,然后详细阐述了气雾化法制粉的基本原理,包括雾化过程的分区机制和能量转换。在此基础上,分类讨论了气雾化技术的衍生类型,并分析了不同喷嘴结构和主体设备工艺的优缺点。进一步,本文总结了工艺参数对粉末特性的影响规律。最后,对气雾化技术的未来发展方向进行了展望,指出需优化工艺参数、开发新型雾化器结构,并实现智能化制粉,以提升粉末批次稳定性和目标细粉收得率。本文旨在为3D打印金属粉末的制备提供理论参考和技术指导。
关键词:3D打印;气雾化技术;金属粉末;雾化喷嘴;工艺参数
1 引言
3D打印技术,又称增材制造,兴起于20世纪30年代,是一种基于计算机三维模型,通过逐层叠加材料(如金属粉末)成形零件的技术[1]。与传统减材加工相比,3D打印具有设计自由度高、材料利用率高和可制造复杂结构等优势,在航空航天、医疗器械和精密制造等领域展现出广阔应用前景。金属3D打印的发展离不开高性能金属粉末的支持,粉末特性直接决定打印件的质量和性能。理想3D打印金属粉末须具备高球形度、小粒径、窄粒度分布、高纯度和良好流动性等特征[2]。
气雾化法(Gas Atomization, GA)作为金属粉末的主要制备方法,起源于20世纪20年代,通过高速气流冲击熔融金属液,将其破碎成微小液滴并冷却凝固成球形粉末[3]。该方法制备的粉末具有成分均匀、球形度高和杂质少等优点,目前已占3D打印金属粉末总产量的30%~50%[4]。然而,气雾化是一个涉及气液两相流耦合的复杂过程,细微工艺参数的变化可能导致粉末特性显著差异,影响打印件性能。因此,系统总结气雾化技术的研究进展对推动3D打印产业发展具有重要意义。
2 3D打印用金属粉末的性能要求
在3D打印过程中,金属粉末作为原料,其性能直接影响铺粉均匀性、烧结质量和最终零件力学性能。主要性能指标包括粉末纯度、粒度、含氧量和循环利用性。
2.1 粉末纯度
杂质元素的存在会与基体粉末发生反应,降低材料的热力学稳定性和力学性能。例如,Ti-6Al-4V合金粉末在受热时易吸附N、O、H等元素,导致性能劣化[7]。但在某些情况下,杂质可能起到积极作用,如Al₂O₃陶瓷粉末中的杂质可降低烧结温度,促进工艺进行[5]。因此,粉末纯度需根据具体应用场景调控。
2.2 粉末粒度
粉末粒度直接影响铺粉层厚度(通常为50~100μm)和烧结驱动力。激光成形工艺常用粉末粒度为30~50μm,电子束成形则为50~90μm。粒度太小易导致铺粉不均和“球化”现象,粒度过大则增加粉末发散角,降低利用率[6]。理想情况下,粗细粉需以适当比例混合,以平衡流动性和烧结效果。
2.3 粉末含氧量
氧含量主要来源于雾化气体和设备,高氧污染会形成原始颗粒边界(PPB),劣化合金性能。研究表明,粉末含氧量与粒径相关,粒度减小则氧含量增加[7]。通过真空加热或还原处理可有效降低氧含量。
2.4 粉末的循环利用
3D打印粉末成本高昂,循环使用可显著节约原料。例如,Ti-6Al-4V粉末经21次循环后,氧含量仅从0.08%升至0.19%,未熔化颗粒可重复使用[8]。粉末循环次数增加可能改善振实密度和流动性,但不影响显微组织和力学性能。
3 气雾化法制粉基本原理
气雾化法通过高速气流将熔融金属液破碎成液滴,最终冷却凝固成粉末。其工艺流程包括金属熔化、雾化冲击和冷却凝固三个阶段。雾化介质常使用惰性气体(如氮气、氩气),以避免氧化。气雾化过程可分为四个区域:
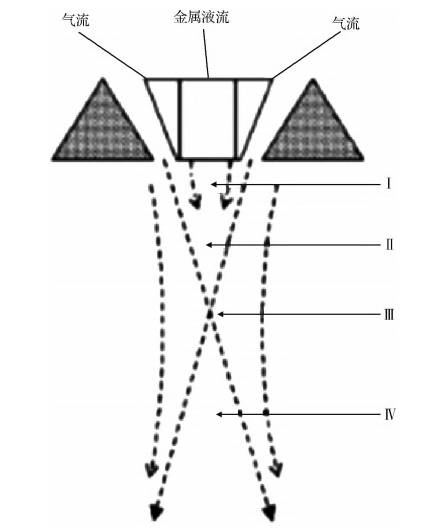
图1 气雾化制粉原理示意图
I区(负压紊流区):雾化气体在喷嘴出口形成负压,抽吸金属液流,使其分散成液流条带。
II区(原始液滴形成区):液流条带在表面张力和气流作用下初步破碎成液滴。
III区(有效雾化区):高速气流进一步粉碎液滴,形成细小颗粒。
IV区(冷却凝固区):液滴自由沉降并凝固成球形粉末[9]。
4 气雾化技术分类与研究进展
根据喷嘴结构和加热方式,气雾化技术衍生出多种类型,各有优缺点。
4.1 喷嘴结构与雾化技术
喷嘴是气雾化设备的关键部件,决定气流分布和雾化效率。常见喷嘴包括自由落体式和限制式。自由落体式喷嘴中,金属液流出一定距离后与气流接触,堵塞率低但能量损失大;限制式喷嘴缩短气流与液流距离,效率高但易堵塞[10]。近年来,雾化喷嘴结构在不断改进过程中,出现了超声气雾化、紧耦合气雾化、层流气雾化、热气体雾化、组合雾化技术等先进气雾化技术。主要进展包括:
超声气雾化技术:金属超声雾化技术是利用超声波机械振动能使熔融的金属液分散开来,在气相中形成细小液滴,继而冷却凝固的过程,,适用于低熔点金属(如铝、镍基合金)。Sirikul Wisutmethangoon等[11]采用超声雾化制备SAC305粉末,熔体温度升高可降低氧含量并提高球形度。
紧耦合气雾化技术:Miller 等研究限制式喷嘴时发现,气体动能提高可以明显提高雾化效率,据此原理,设计出了紧耦合气雾化喷嘴,使熔体与雾化气体出口在位置上紧密耦合,减少液态金属的流动长度和气体动能损失,有利于熔体成膜和初始的破碎。王博亚等[12]研究表明,雾化压力增至3.5~4.5MPa可细化粉末粒径,改善流动性,广泛应用于Fe、Ni基合金制备。
层流气雾化技术:层流气雾化技术是产生流动稳定、严格成层状的气流冲击熔融金属,使金属液也处于平行流动状态。熔融金属从流出到最窄处的过程中,气流被不断压缩,在流动中为获得自稳定而呈层状流动状态。在最窄处以下,气流进一步压缩,流速迅速增至超音速。在高速气流冲击作用下,金属溶体丝快速变形,形成不稳定的、更多的溶体细丝,最终冷却凝固成细小金属粉末[13],适用于铜、铝合金粉末。
热气体雾化技术:通过加热气体提高流速,如气体温度从室温升至500℃时,流速倍增。但加热控制难度大,仅少数机构开展研究[14]。
组合雾化技术:结合气雾化与离心雾化,初步破碎的液滴经高速旋转盘分散,细化粉末。刘允中等[15]以Sn-9%Zn为对象,发现旋转盘转速和直径是主要影响参数。
4.2 主体设备工艺分型
根据加热元件不同,气雾化设备分为以下类型[16]:
真空感应熔炼气体雾化法(VIGA):VIGA法制粉是利用真空感应炉陶瓷或石墨坩埚熔化精炼金属原料,通过拔塞底铸或中间包浇铸机构将熔融金属液导入雾化器喷嘴系统,采用高压惰性气体直接雾化成微米级粉末颗粒的制粉方法。
等离子熔炼感应气体雾化法(PIGA):PIGA法使用等离子弧在水冷铜坩埚中熔化金属,水冷铜坩埚的底部连接有感应加热漏嘴,无陶瓷泄漏系统将熔融金属液体吸入气体雾化喷嘴进行雾化。
无坩埚电极感应熔炼气体雾化法(EIGA):EIGA 法是在惰性气氛下,棒状原料在高频感应器中,开始缓慢旋转、加热、熔化成液流,然后自由下落。通过高压气体雾化器时,自由下落的液态金属在高压(超音速)惰性气体的冲击下,雾化成金属小液滴。然后,小液滴在雾化室中冷却凝固成球状粉末。
等离子火炬雾化法(PA):PA法以丝材为原料,通过精确控制走丝速度来优化粉末粒径分布和细粉收得率;三个环形分布的等离子火炬从超音速喷嘴喷出高温等离子体与氩气的混合介质,快速融化丝材末端并实现熔液雾化;在表面张力作用下,液滴有充足时间球化,提升球形度,同时生产线中粉末保持低浓度悬浮状态,有效防止卫星球产生。
5 工艺参数对粉末特性的影响
气雾化过程中,金属液性质、雾化介质和雾化器结构等参数显著影响粉末特性。
5.1 金属液参数的影响
过热度:金属液过热度(金属液温度与熔点差值)影响粉末粒径和球形度。刘再西等[17]研究表明,不锈钢粉末过热度增至245K时,细粉收得率和松装密度提高。欧阳鸿武等[18]发现过热度从150K升至300K,粉末平均粒径从34.88μm降至19.74μm。但过热度过大会增加卫星粉,提升成本。
气液流量比(GMR):GMR增大可减薄金属液膜,细化粉末。LI等[19]模拟表明,GMR从0.55%增至2.6%,液滴尺寸减小。ZHENG等[20]通过减小丝材直径降低金属液流量,使细粉收得率达78%。但GMR过高可能导致超细粉增多,影响流动性。
5.2 雾化介质参数的影响
雾化气体种类:氦气流速高(约1459m/s),所制粉末粒径小,但成本高昂;氩气球形度高,氧含量低,是常用介质。UNAL[21]比较氦、氩、氮气,表明氦气雾化粉末最细小。
雾化气体压力:压力增大可提高气流速度,细化粉末。李响等[22]发现,Inconel625粉末在压力4.5MPa时,D50为72.2μm。但压力过高(如>6MPa)会增加卫星粉和空心粉,降低松装密度。
雾化气体温度:温度升高可提升气流速度(如从300K至600K,流速从490m/s增至690m/s),细化粉末。但可能增加超细粉碰撞风险,需进一步研究。
5.3 雾化器结构参数的影响
喷嘴构型:紧耦合喷嘴和Laval管结构可优化气流。徐良辉等[23]模拟表明,Laval管扩张角增大有利于超音速气流形成。喷射角需适中,过大导致回流,过小则雾化不充分。
导液管几何结构:内径减小可细化粉末,LIU等[24]发现内径从4mm减至2mm,细粉收得率从54.7%提至94.2%。但内径过小(如<1mm)增加流动阻力,易堵塞。导液管突出长度以6~8mm为佳,过长则能量损失大。
6 结论与展望
我国目前在气雾化制粉技术上取得了一定的成就,但与国外技术相比,还有较大的差距。雾化喷嘴和加热方式的改进都有上升的空间。气雾化制粉过程复杂,气场、流场研究难度大,物理化学变化众多、粉末性能控制不易,雾化机理有待进一步研究。对应的系统性理论指导尚需完善,行业标准不统一,零件设计困难,研发自主性大,导致研发成本增大等问题。未来几年,随着气雾化喷嘴的不断优化改进和气雾化原理的深入研究,坚信新型气雾化粉末制备技术会随着3D打印技术的突飞猛进而迅速发展。
参考文献
[1] 孟伟.3D打印技术及应用趋势分析[J].科技创新与应用,2021(11):146-148.
[2] 许德,高华兵,董涛,等.增材制造用金属粉末研究进展[J].中国有色金属学报,2021,31(2):245-257.
[3] 张雪良,陶宇,贾建,等.气体雾化制粉技术研究综述[J].粉末冶金工业,2022,32(3):96-106.
[4] 张艳红, 董兵斌. 气雾化法制备3D打印金属粉末的方法研究[J]. 机械研究与应用, 2016, 29(02): 203.
[5] 宁文波, 杨铁男,赵剑波,等. 粉末材料的物理性能对选择性激光烧结的影响[J]. 山东轻工业学院学报, 2006(01): 86.
[6] 熊博文,徐志锋,严青松,等.直接选区激光烧结金属粉末材料的研究进展[J].热加工工艺,2008(09):92.
[7] 张国庆,刘娜,李周.高性能金属材料雾化与成形技术研究进展[J].航空材料学报,2020,40 (3):95.
[8] 汤慧萍, 王建忠.金属3D打印中的材料问题及对策[C]//全国粉末冶金学术会议暨海峡两岸粉末冶金技术研讨会论文集.2015: 68.
[9] 张玮,尚青亮,刘捷,等.气体雾化法制备粉体方法概述[J].云南冶金,2018,47(06):59.
[10] 欧阳鸿武, 陈欣,余文焘,等. 金属粉末性能对选区激光烧结件质量的影响[J]. 粉末冶金材料科学与工程, 2004(02): 106.
[11] Sirikul Wisutmethangoon,Thawatchai Plookphol, Phairote Sungkhaphaitoon. Production of SAC305 powder by ultrasonicatomization[J]. Powder Technology,2011,209(1):105.
[12] 王博亚. 增材制造用18Ni300粉末的紧耦合气雾化制备技术研究[D]. 上海:上海材料研究所2019.
[13] NANOVAL process offers fine powder benefits[J]. Metal Powder Report, 1996, 51(11):30.
[14] 余勇,曾归余,肖明清,等. 不同工艺对真空气雾化Ni粉粒度的影响研究[J]. 粉末冶金工业,2015,25(1):8.
[15] LIU Y Z, Minagawa K , Kakisawa H, et al. Hybrid atomization:Processing parameters and disintegration modes[J]. International Journal of Powder Metallurgy, 2003, 39(2):29.
[16] 胡家齐,王长军,魏来,等. VIGA法与PREP法制备不锈钢粉末的内部空洞对比研究[J]. 粉末冶金工业,2021,31,(4): 11.
[17] 刘再西,卢德宏,王长军,等.气雾化参数对SLM 用1720MPa级马氏体时效钢粉末特性的影响[J].金属热处理,2022,47(9):54-59.
[18] 欧阳鸿武, 等. 气雾化制粉技术发展历程及展望[J]. 粉末冶金技术, 2007(01): 53.
[19] LIX G,FRITSCHING U.Process modeling pressure swirl-gas-atomization for metal powder production[J].Journal of Materials Processing Technology,2017,239:1-17.
[20] ZHENG MY,ZHANGSM,HUQA,et al.A novel crucibleless inert gas atomisation method of producing titanium powder for additive manufacturing[J].Powder Metallurgy,2019,62(1):15-21
[21] ÜNALA.Effect of processing variables on particle size in gas atomization of rapidly solidified aluminium powders[J].Materials Science and Technology,1987,3(12):1029-1039
[22] 李响,曾克里,何鹏江,等.雾化压力对选区激光熔化用Inconel625合金粉末粒度与形貌的影响[J].粉末冶金材料科学与工程,2019,24(4):374-378.
[23] 徐良辉,周香林,李景昊,等.基于回流区特性的气雾化喷嘴设计及流场结构模拟[J].热喷涂技术,2019,11(3):30-37.
[24] LIUC,LIX,SHUS,et al.Numerical investigation on flow process of liquid metals in melt delivery nozzle during gas atomization process for fine metal powde rproduction[J].Transactions of Nonferrous Metals Society of China,2021,31(10):3192-3204.
(中国粉体网编辑整理/留白)
注:图片非商业用途,存在侵权请告知删除!