在铁精矿提纯、金矿尾矿资源化、褐煤超细化、磷酸铁锂前驱体纳米化等矿物与能源材料加工中,粒径大、比重高、磨耗强仍是核心难题。传统球磨或常规研磨往往导致能耗高、细度不均、回收率低、燃烧效率差。
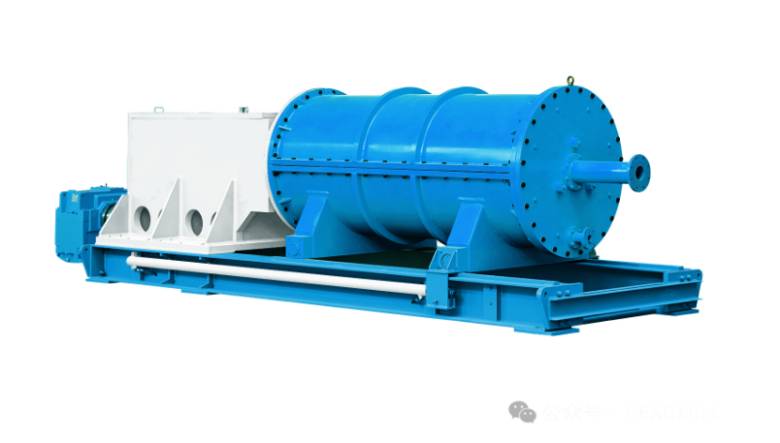
易勒创新采用“预破碎 + 高效两级研磨”工艺,结合专利耐磨设计与精准温控,为高难度矿浆提供低能耗、高产量、超细度的降本增效方案。
实测数据验证

1.金矿尾矿超细研磨(资源化利用,提升金属回收)
物料组成:1.5kg粉体 + 3L水
初始粒径: D50 = 28.67μm,D90 = 106.9μm
仅8遍循环研磨后:D50 = 0.477μm(细化近60倍),D90 = 1.425μm
客户实际效果:氰化浸出率从86%提升至94%以上(提升8个百分点以上),金属回收率显著提高,经济效益突出。
行业参考:超细研磨至P80≈10μm时,金回收率可从75%提升至92%以上;本案例已达亚微米级,效果更优。

2. 铁精矿超细研磨(提升品位,改善浮选)
物料组成:1.3kg粉体 + 3kg水
初始粒径:D50 = 55.02μm,D90 = 169.4μm(原始D90≈170μm)
工艺:1-6遍研磨,转速1300-2500rpm,温度40°C
研磨后:D50 = 2.153μm,D90 = 6.337μm,满足D80 ≤ 6.5μm(2000目)
特殊表现:浆料粘稠度好、流动性佳、沉降明显减少,后续浮选效率提升,铁精矿品位显著提高。
行业参考:铁矿球磨或HPGR研磨后,比表面积增加,细颗粒比例更高;易勒砂磨机在相同能耗下实现更窄粒径分布。

3. 铁磷 + 碳酸钙混合研磨(电池材料前驱体纳米化)
物料组成:铁磷+碳酸钙,固含量约20%
初始粒径:D50 = 0.8μm,D90 = 3.1μm
工艺:4遍研磨,3000rpm,温度20-25°C
研磨后:D50 = 0.1μm(纳米级),D90 = 0.3μm
效果:物料流动性良好,为磷酸铁锂等电池正极材料提供理想细度与均匀分布,提高电化学性能。

4. 褐煤超细研磨(提高燃烧效率,降低能耗)
物料组成:褐煤 + 水
初始粒径:D50 = 10.2μm,D90 = 45.6μm,D97 = 76.3μm
工艺:1-3遍研磨,3000rpm,温度25-30°C
研磨后:D50 = 1.8μm,D90 = 8.9μm
效果:超细煤粉显著改善燃烧效率,减少未燃碳损失,降低电厂能耗与排放。
所有案例均采用水作为介质,浆料流动性良好,研磨后沉降减少,便于连续化生产。
能耗优势:在单位能耗下处理量大,远优于传统球磨(搅拌磨在细磨阶段能效更高,尤其P80<20μm时)。
温度严格控制在35-40°C,避免物料变性或溶剂挥发。
核心技术壁垒与优势

专利型集装式双端面机械密封,专为高比重、细颗粒矿浆设计,杜绝泄漏与污染。
耐磨材质可选:氧化锆、碳化硅、硬质合金陶瓷等,设备寿命长,金属污染率极低。
结构优化:国际先进长径比 + 大面积管状栅网离心分离器,实现更高研磨效率与彻底珠料分离。
温控系统:多重冷却,温度波动<5°C,适合热敏矿物。
产能覆盖:从0.5L实验室机到1000L工业大流量机,流量0.5-15000 L/H,功率0.75-500kW,转速0-3000rpm,出料细度可达纳米级。
研发支撑:微纳米检测实验室配备ZETA电位纳米粒径分析仪,提供免费带料实验与完整粒度分布报告。

专注砂磨机领域30年,50+工艺工程师团队,积累海量高磨耗矿物处理经验;
20+项专利技术,设备通过CE、ISO9001认证,服务全球100+国家和地区;
整厂输出能力:从实验室试磨 → 方案设计 → 生产线交付 → 安装调试 → 终身技术支持(3年配件库存,12个月免费更换核心部件,保修后仅收成本费);
市场验证:油墨、涂料、电池材料、农药、稀土、钛白粉、碳酸钙等领域均有成熟超细生产线;矿物领域复购率高,用户反馈“技术可靠、用着放心、回收率/效率明显提升”。


无论您的物料是铁精矿、金矿尾矿、煤粉,还是铁磷/碳酸钙混合浆,易勒都能用数据证明:更细的粒径(D50可至0.1μm)、更窄的分布、更低的能耗、更高的回收率或燃烧效率。
欢迎带料免费到上海青浦21000㎡园区实验室试磨,我们现场出具多组D10/D50/D90数据、ZETA电位、沉降测试报告,为您量身定制最优方案。