一、刮板输送机介绍与组成
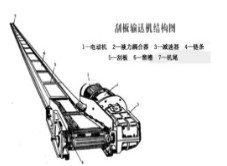
刮板输送机是一种有挠性牵引机构的连续运输机械,它借助于运动着的刮板链条将物料输送到目的地。他主要由机头部、机身、机尾部和辅助设备四部分组成。
机头部是运输机的传动装置,包括机头架、电动机、减速器、机头主轴和链轮组件等。作用是电动机通过减速器、机头主轴和导链轮,带动刮板在机身内运行,将物料输送出来。
机身是溜槽和刮板链组成。溜槽起支承和导向作用,刮板链由链环和刮板组成。
机尾部由机尾架、机尾轴、紧链装置、导链轮或机尾滚筒组成。导链轮用来改变刮板链方向。紧链装置用来调节刮板链松紧。
辅助装置包括紧链器、防滑装置等。
二、刮板输送机的输送原理
刮板输送机是由绕过机头链轮和机尾滚轮(或机尾链轮)的无机循环的刮板链作为牵引机构,以溜槽作为物料的承载机构。启动电动机,经减速机传动链轮,从而驱动刮板链连续运转,将装在溜槽中的物料由机尾推运到机头处卸载转运。
刮板输送机在水平输送时,物料受到刮板链条在运动方向的压力及物料自身重量的作用,在物料间产生了内摩擦力。这种摩擦力保证了料层之间的稳定状态,并足以克服物料在机槽中移动面产生的外摩擦力,使物料形成连续整体的料流而被输送。
在垂直提升时,物料受到刮板链条在运动方向的压力,在物料中产生横方向的侧面压力,形成了物料的内摩擦力。同时由于下水平段的不断给料,下部物料相继对上部物料产生推移力。这种摩擦力和推移足以克服物料在机槽中移动而产生的外摩擦力和物料的自身重量,使物料形成了连续整体的料流而被提升。
三、刮板输送机优点
(1)埋刮板输送机结构简单、重量轻、体积小。
(2)密封性强、噪音低、外观整齐。
(3)操作安全、维修方便。
(4)输送物料角度的随意性大。
(5)工艺布置较灵活、能多点加料、卸料。
(6)给料量调节范围大。
(7)由于封闭性能优良,在输送粉状有毒物料、高温物料时,对改善工人操作条件和防止环境污染有较突出的优点。
四、刮板输送机适用领域
广泛适用于冶金、建材、电力、化工、水泥、港口、码头、煤炭、矿山、粮油、食品、饲料、等行业和部门。
五、安装
(1)刮板输送机工作位置,应保持平直,水平方向不直度一般应小于1‰。
(2)调整好刮板链条的松紧程度(不宜过紧)。
(3)整机必须固定,不得有松动现象。
六、调试
(1)摆线减速机加注润滑油(一般建议采用30号机油,工作条件恶劣,启动频繁场合采用齿轮油)其油量应达到油位。
(2)认真检查接线盒内接线是否正确可靠。
(3)空载运转
完成输送机各部分安装工作后,即可进行空载运转试验。开车前做如下工作:
a所有轴承、传动部件和减速机内应有足够的润滑油。
b检查和清除输送机机槽内部**的工具、铁件或其它杂物。
c全面检查输送机各部分是否完好无损,刮板链条松紧度是否合适。
d当上述各项准备工作做好后,先手动盘车,观察刮板链条是否与壳体卡碰和跑偏,当无缺陷后,可接通电源,点动开车。如运转正常,即可进行空载运转。
e空载运转时,在头部、尾部和中间各主要部件,应设有专人观察刮板链条和驱动装置的运转情况。如发现问题应及时停车。
f空载运转两小时且对运转情况认为满意后,方可进行负载运转试验。
(4)负载运转
空载运转正常后,即可加料进行负载试验。首先空载启动,待运转正常时,逐渐加料,力求加料均匀,不得骤然大量加料,以防堵塞或过载。加料口应设有篦子格网,以防大块物料或铁块混入机槽中。
试运转时,应做好原始记录,其中包括空载和负载运转时的电压、电流、功率、刮板链条运行速度等,并查对和设计要求是非吻合。
(5)刮板输送机安装好后投入运转的*初两星期中,应特别注意刮板链的松紧程度。因为刮板输送机在运转过程中,相邻溜槽接头趋于紧靠,间隙减小,链环磨损,节距增大,而使链条松弛。刮板链在松弛状态下运转,会使链子堵塞在链轮拔链器处,出现卡链、跳链现象,损坏链条和链轮,发生断链或底链掉道等事故。所以在刮板输送机工作过程中,必须经常检查和紧链,使刮板链经常在合适的张紧状态下运行。
七、操作与维护
每次启动后,应先空载运转一定时间,待设备运转正常后方可加料,应保持加料均匀,不得过载运行。
如无特殊情况,不得负载停车。一般应在停止加料后,待机槽内物料基本卸空时再停车。如满载输送时发生紧急停车后的启动,必须先点动几次或适量排除机槽内的物料。这对CMS型和ZMS型尤为重要,排料可打开弯曲段的下观察盖进行。
若有数台输送机组合成一条流水线,启动时应先开动*后一台,而后逐台往前顺序启动,停车顺序与启动顺序相反。这也可采用电器联锁控制。
作人员应经常检查机器各部,特别是刮板链条和驱动装置应保证完好无损状态。一旦发现有残缺损伤的机件(如刮板严重变形或脱落、链条的开口销脱落、弯曲段中间导轨严重磨损等),应及时修复或更换。
运行过程中应严防铁件、大块硬物、杂物等混入输送机内,以免损伤设备或造成其它事故。
注意保持所有轴承和驱动装置的良好润滑,刮板输送机各部位的润滑,但应该注意刮板链条、支承导轨及头轮、导轮等部件不得涂抹润滑油。
埋刮板输送机在一般情况下,一季度小修一次,半年中修一次,二年大修一次。大修时埋刮板输送机的全部零件应拆洗清理,更换磨损零件。电机、减速机按各自产品的技术要进行维护和修理。
八、事故处理
(1)链条跑偏现象
链条跑偏的产生多见于较长的输送机,往往是由于安装不良而造成的。如全机的不直度过大,头轮、尾轮及导轨、托轮不对中;各轮轴不平行;尾轮调节行程不一致等情况出现均能造成链条跑偏,当注意上述几方面时,链条跑偏一般不会产生或产生后易于矫正。
a断链
断链的产生原因一般有如下几种情况:
选型设计时的计算或选型错误,以使选用的刮板链条不能满足正常运行时的工作张力。
刮板链条的开口销磨损而没及时更换,以使连接销轴脱落而断链。
输送物料中混入大块硬物或铁件,刮板链条在运行中被突然卡住过载而断链。
全机安装时不慎或因振动、撞击而使机壳之间的连接法兰、导轨处,出现上下,左右较大的错移,致使刮板链条被卡住过载而断链。
断链后需更换链节,并分析其原因,相应采取措施,以防再次断链。为了从根本上防止断链发生,从选型设计、制造、安装和使用维修的每个环节都应予以重视。
b浮链
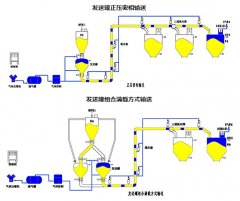
对于输送易浮链的物料时,刮板可倾斜70°焊接在链条上,使运动阻力产生向下的压的垂直分力(见左图(1))SMS型和ZMS型上水平段出现浮链现象后,亦可在承载机槽内每隔2米配置一段压板,压住链条,强制刮板链条不浮起。压板的安置(见右图(2)、(3))。
 白金会员
白金会员 已认证
已认证