 白金会员
白金会员
 已认证
已认证
金属增材制造(AM)可分为直接成型和间接成型两种。间接增材制造工艺和粉末注塑成型工艺中(陶瓷注塑成型简称CIM,金属注塑成型简称MIM),初始粉末需要和粘接剂充分混合,生坯成型后,粘合剂则需要通过加热、催化或溶解等方法去除(会导致部件收缩),得到棕坯(brown Parts)后再烧结,使零件具有最终的形状和性能。
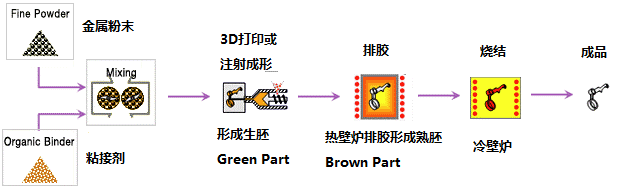
当通过加热等方式去除大部分粘合剂后,陶瓷或金属粉末仅通过粘合剂的骨架结构粘合在一起,这使得该部件对环境要求较高。接下来需要将粘合剂骨架结构加热去除并将该部件直接置于同一炉中烧结。陶瓷注塑成型CIM和金属注塑成型MIM排胶过程需要去除挥发物并保证精确的温度均匀性,以便烧结完好,达到其材料性能。排胶可以在真空、空气或惰性气氛下进行,惰性气体通常用作载气扫除挥发的粘合剂并缩短排胶时间。烧结过程需要具有特定气氛的马弗炉,可查询CARBOLITE GERO(卡博莱特∙盖罗)产品手册了解详细信息。
CARBOLITE GERO(卡博莱特∙盖罗)的HTK高温箱式炉非常适用于增材制造或粉末注塑件的骨架粘合剂排胶和烧结。其良好的温度均匀性确保在整个腔室内进行精确的排胶和烧结。无论是在惰性或反应性气氛下,或是高真空甚至超高真空下,其都可以满足对环境要求极高的材料的烧结需求。
CARBOLITE GERO(卡博莱特∙盖罗)HTK高温箱式炉矩形前门的设计便于装样和取样,特别是对于仅含骨架结构粘合剂的易碎部件(之前已移除大部分粘合剂)。 HTK系列有四种不同尺寸,8升,25升,80升和200升。由钨(W)或钼(MO)构成的金属炉膛内,确保高纯度惰性气氛或高真空度(5×10E-6 mbar),气氛通常包括:氮气,氩气(钛合金),氢气(不锈钢)或混合气。
HTK系列加热元件与保温材料为相同的金属材料制成,保温材料由钨或钼制成的辐射屏蔽构成(根据所选择的炉型)。HTK W的最高温度为2200°C,HTK MO为1600°C。在排胶过程中产生的废气通过可加热的废气管道排出,并在尾气燃烧火炬中催化燃烧。 CARBOLITE GERO(卡博莱特∙盖罗)通过切换进气方式实现对于环境要求较高的材料无污染烧结,如下图所示。
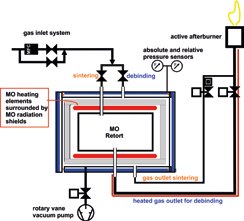
炉膛内排胶或烧结过程中的气路
在排胶期间,气氛从顶部通入炉膛内,由于工艺内腔未完全密封且外部压力略高于腔室内部,因此气体会进入腔室内部,并将气态粘合剂从腔体底部的气体出口排出,然后废气通过可加热废气管道至尾气燃烧火炬。
在排胶步骤之后,可以切换气路进气方式。此时,气氛直接进入工艺内腔中并从烧结工艺废气口流出炉膛进入尾气燃烧火炬。由于没有气态粘合剂,所以不再需要加热废气管道。这种改变气流的方式防止存在于工艺内腔外部的残余粘合剂在烧结过程中返回到样品上,从而实现对样品的清洁作用。
在炉膛内,加热元件分布于炉腔的底部、左侧、右侧和顶侧,有利于温度均匀性。较大体积的炉膛,后壁和前部也都配有加热元件,以更加确保出色的温度均匀性。
Carbolite∙Gero(卡博莱特∙盖罗)是专业高端的箱式、管式马弗炉和烘箱品牌,温度范围30℃-3000℃,产品覆盖高温炉、真空炉、气氛炉、石墨炉,已被广泛应用于航空航天、陶瓷、煤炭、金属、电子等行业,并可为客户提供满足行业标准和工艺需求的定制化解决方案。


