中国粉体网讯 金刚石砂轮是以金刚石为主磨料,SiC等为辅助磨料,通过临时结合剂的粘结作用将磨粒与结合剂粘结起来,最后通过高温烧结而成的一种超硬磨料磨具。根据结合剂的不同,分为金属结合剂砂轮、树脂结合剂砂轮和陶瓷结合剂砂轮等。
陶瓷结合剂金刚石砂轮因为其高弹性模量、高磨削效率、高自锐性、高磨削精度、低的磨削应力损伤层和较长的使用寿命被广泛应用于以蓝宝石基片为代表的陶瓷基片材料的精密磨削加工。

目前陶瓷结合剂金刚石砂轮主要采用传统的陶瓷干压成型加无压烧结法制备。需先将陶瓷结合剂粉体、金刚石磨料和其它辅助成分混合均匀后,采用钢模具在一定压力下压制成型,然后采用指定的热处理方法进行烧结得到陶瓷结合剂砂轮。该方法制备得到的砂轮为多孔结构。
当前,制造业对陶瓷基片减薄加工的生产效率要求越来越快,表面粗糙度数值要求越来越低,陶瓷砂轮的进刀速度也越来越快,砂轮承受的载荷越来越大,脆性多孔的陶瓷结合剂金刚石砂轮在工作时易产生裂纹、崩缺甚至砂轮片脱落,从而造成磨削后的陶瓷基片表面粗糙度劣化甚至划伤,难以满足制造业需求。
近日,湖南大学申请了一项“一种高致密度陶瓷结合剂金刚石砂轮的制备方法”的专利,将烧结后的多孔陶瓷结合剂金刚石砂轮再加热到一定温度下,然后将低软化点玻璃浸渍剂渗入陶瓷砂轮的气孔中,封堵气孔,获得高致密陶瓷结合剂金刚石砂轮。专利公开号为:CN 122231773 A。
该发明提供的金刚石砂轮中的气孔被玻璃浸渍剂填充,砂轮的力学强度可以获得大幅度提高,工作时能够承受更快的进刀速度而不崩缺。另一方面,玻璃浸渍剂采用了特殊的配方设计。浸渍后的金刚石砂轮在工作时,其工作面会和水基磨削液相接触。同时磨削过程中又会发热,在磨削过程中磨削工作面的玻璃会与水基磨削液产生反应,玻璃被磨削液侵蚀,玻璃与砂轮的界面结合强度降低,在砂轮工作面的部分浸渍剂会从砂轮组织中脱落下来,产生气孔,这些气孔的产生即为磨削的进行提供了容屑空间,又降低结合剂对金刚石磨料的把持力,提高了金刚石砂轮的自锐性,可以降低砂轮工作时的磨削力和磨削工件的表面粗糙度值。
对比测试数据显示,普通砂轮在进刀量为0.4μm/s时即出现边角缺损、工件大面积划伤,而该专利产品可稳定承受高速切削,加工良品率明显提高。
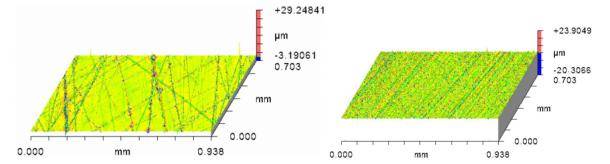
市售(左)和该发明制备的砂轮(右)加工蓝宝石形貌对比
该发明工艺有效提升了砂轮致密度、抗压强度与自锐性,同时降低了蓝宝石等硬脆基片加工后的表面粗糙度,大幅改善磨削加工成品质量,为半导体衬底加工用高性能陶瓷金刚石砂轮产业化提供了可靠新思路。
参考来源:国家知识产权局
(中国粉体网编辑整理/石语)
注:图片非商业用途,存在侵权请告知删除!