年产5万只!四川这一石英坩埚项目拟投建


中国粉体网讯 近日,乐山市马边生态环境局对四川马边龙泰福缘石英坩埚、拉管及其配套项目环境影响评价文件受理情况进行了公示。
四川马边龙泰福缘石英坩埚、拉管及其配套项目拟投资1.7亿元,占地约38589.65平方米,建设坩埚车间、拉管车间、扩管机加工车间、制氢车间,购置安装熔制炉、电烘干机、切割倒棱机、清洗设备等生产及检验检测设备。项目竣工投产后年产5万只石英坩埚,1万只石英管。
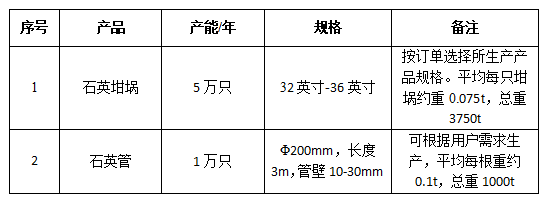
项目产品规模
项目原料为40-100目高纯石英砂,主要生产太阳能和半导体直拉单晶硅用石英坩埚及石英管生产线,设置坩埚生产车间,以高纯石英砂为原料,经熔制炉熔制坩埚毛坯、浮砂清理、切割倒棱、酸洗、清洗、烘干、装箱入库等工序制成。
石英坩埚生产工艺流程
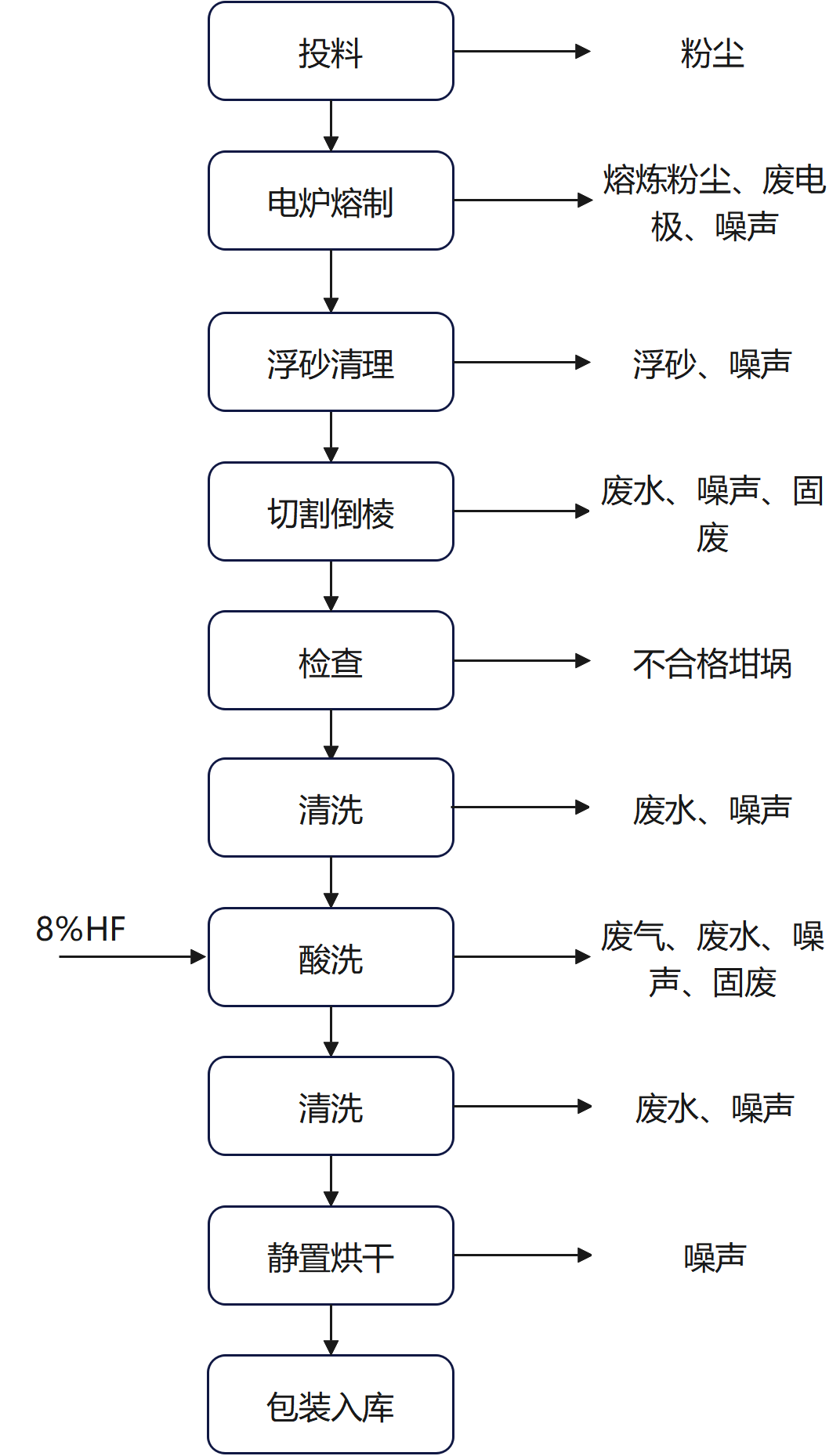
石英坩埚生产工艺流程
投料:将高纯石英砂人工投放至可旋转角度的碳钢模具内,利用离心力和成型棒手工成型,将载有碳钢模具的小车(坩埚熔制炉配套部件)自动移动至隔音密闭的熔制炉炉体内的石墨电极棒处,投料过程耗时约10min。

直壁上料
电弧熔制:将模具导入熔制炉内,炉内抽真空,通过石墨电极释放高温电弧使石英砂快速熔化,熔制温度约1300℃,熔制18min,离心成型后关闭电弧。
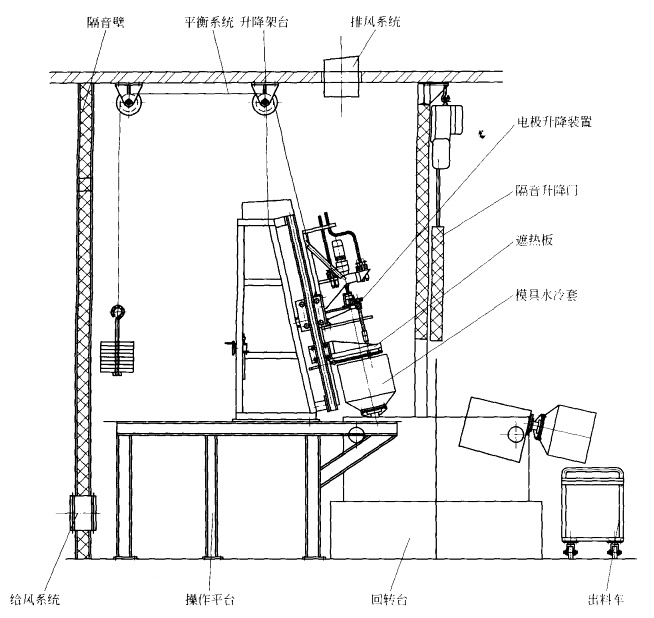
熔制炉体
浮砂清理:冷却出炉后,将附着在毛坯坩埚外表面未熔的浮砂用专用工具除去。
切割倒棱:使用全自动切割倒棱机按照尺寸要求对清理浮砂后的坩埚采用辅助湿式加工切割、倒棱。
检验:自动检测坩埚的高度、厚度、外径尺寸、目测气泡、杂点。此过程将产生不合格坩埚。
纯水清洗:对坩埚用纯水进行预清洗,除去坩埚表面杂质。
酸洗:将50%氢氟酸与纯水配置成8%的氢氟酸,冲洗坩埚内外表面,去除坩埚内外表面被包裹的不容杂质。
纯水清洗:酸洗后的坩埚表面带有少量氢氟酸溶液,用纯水高压清洗坩埚内外表面,去除残留在坩埚内外表面的残余酸液及杂质,达到较高洁净度。
静置烘干:清洗后的坩埚静置进行控水,随后进入7m长的电烘箱烘干,烘干温度为400~500℃,烘干时间约5min。
包装入库:烘干后的成品坩埚待自然冷却后进行包装入库。
石英管生产工艺流程
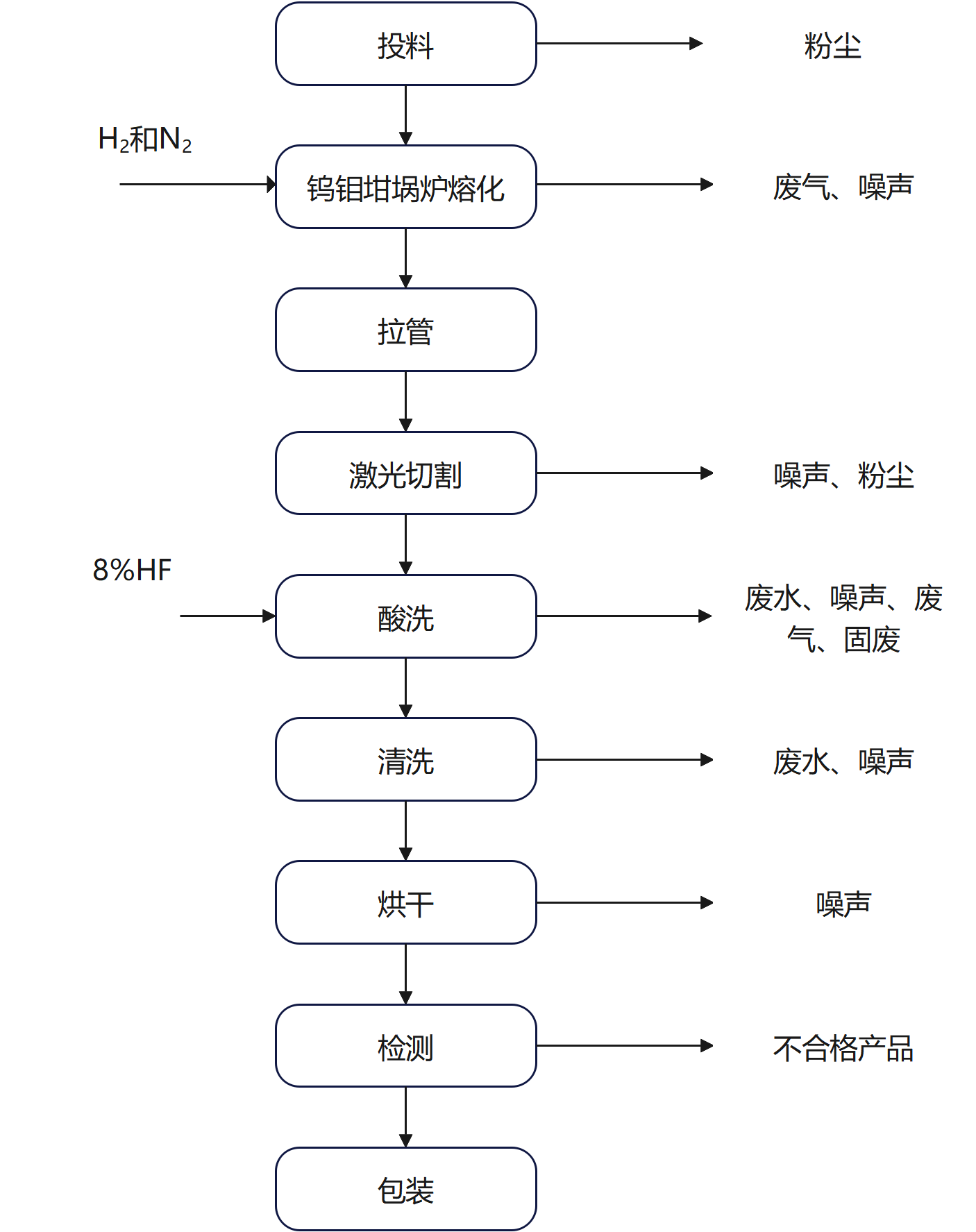
拉管生产工艺流程
投料:采用自动上料投料,由机械手将桶装的高纯石英砂倒入上料斗,上料斗加油盖,石英砂通过进料口进入坩埚中。
熔化:熔化采用的是连熔炉,主要用电,辅以氢气加热,最高温度2200℃,为防止氧气进入连熔炉,使用氮气作为保护气。
拉管:利用拉管机将熔融状态下的原料拉成管或棒。
切割:利用激光自动切割系统,当石英管到达一定长度时,采用激光切割的方式进行切割。
酸洗:将50%氢氟酸与纯水配置成8%的氢氟酸,冲洗石英管内外表面,去除不容杂质,项目石英管酸洗在密闭的设备内进行洗涤。
纯水清洗:酸洗后的坩埚表面带有少量氢氟酸溶液,用纯水高压清洗石英管内外表面,去除残留在坩埚内外表面的残余酸液及杂质,达到较高洁净度。
静置烘干:清洗后的石英管静置进行控水,随后进入7m长的电烘箱烘干,烘干温度为400~500℃,烘干时间约3min。
检测:通过人工目测及仪器检测,挑选出不合格的石英管。
参考来源:马边彝族自治县人民政府、马边生态环境局
(中国粉体网编辑整理/初末)
注:图片非商业用途,存在侵权告知删除!
- 全网最全!石英坩埚分类指南

2024.06.22 - 最高降1%!本周高纯石英砂、石英坩埚价格双下跌!

2024.06.20 - 资源壁垒不存!十几家高纯石英砂企业试图争取下一个技术“红利”
2024.06.19 - 6万只石英坩埚,150万吨石英砂!安徽蚌埠这一项目拟投建

2024.06.18 - 终止上市!这家石英坩埚企业意欲何为?

2024.06.18